Mảnh phay Nhôm APKT1604 KORLOY
Giá: liên hệ
Mảnh phay Nhôm APKT1604 KORLOY
Giá: liên hệ
 Mũi khoan HSS NACHI LIST 500 từ d0.2
Giá: liên hệ
Mũi khoan HSS NACHI LIST 500 từ d0.2
Giá: liên hệ
 Mũi Khoan Hợp Kim WIDIN PF503
Giá: liên hệ
Mũi Khoan Hợp Kim WIDIN PF503
Giá: liên hệ
 APMT1135PDR PV5800 Phay Tốt nhất cho INOK và phay thép
Giá: liên hệ
APMT1135PDR PV5800 Phay Tốt nhất cho INOK và phay thép
Giá: liên hệ
 APMT1604PDR PV5800 Phay INOK tốt và phay được thép
Giá: liên hệ
APMT1604PDR PV5800 Phay INOK tốt và phay được thép
Giá: liên hệ
 APMT1604PDER-Q PC6300 Phay tốt nhất cho thép và chạy được Gang và Inok
Giá: liên hệ
APMT1604PDER-Q PC6300 Phay tốt nhất cho thép và chạy được Gang và Inok
Giá: liên hệ
 APMT1135PDER-Q PC6300 Phay tốt nhất cho thép và chạy được Gang và Inok
Giá: liên hệ
APMT1135PDER-Q PC6300 Phay tốt nhất cho thép và chạy được Gang và Inok
Giá: liên hệ
 Dao móc Rãnh lỗ hợp kim bé
Giá: liên hệ
Dao móc Rãnh lỗ hợp kim bé
Giá: liên hệ
 Chíp Phay APMT1135 R08 cho thép các loại ,có thể sử dụng cho inok ở một số trường hợp
Giá: liên hệ
Chíp Phay APMT1135 R08 cho thép các loại ,có thể sử dụng cho inok ở một số trường hợp
Giá: liên hệ
 Dao Phay cầu sau nhiệt NX5070 (45-70HRC) quá gắt
Giá: liên hệ
Dao Phay cầu sau nhiệt NX5070 (45-70HRC) quá gắt
Giá: liên hệ
 Dao phay Cầu dài NACHI R1,2,3,4,5,..
Giá: liên hệ
Dao phay Cầu dài NACHI R1,2,3,4,5,..
Giá: liên hệ
 Dao Phay INOK V7 YG -1
Giá: liên hệ
Dao Phay INOK V7 YG -1
Giá: liên hệ
 Chíp phay APMT1604 R08 cho thép
Giá: liên hệ
Chíp phay APMT1604 R08 cho thép
Giá: liên hệ
 Dao phay cao tốc MKB113 GESAC MILLING MOLD and PART1
Giá: liên hệ
Dao phay cao tốc MKB113 GESAC MILLING MOLD and PART1
Giá: liên hệ
 Dao phay cao tốc MKC190 GESAC MILLING MOLD and PART
Giá: liên hệ
Dao phay cao tốc MKC190 GESAC MILLING MOLD and PART
Giá: liên hệ
 Mũi Khoan Hợp Kim GESAC ,D938-A3N... Drill Carbide solid
Giá: liên hệ
Mũi Khoan Hợp Kim GESAC ,D938-A3N... Drill Carbide solid
Giá: liên hệ
 Dao phay hợp kim dài ,UP210-SH4
Giá: liên hệ
Dao phay hợp kim dài ,UP210-SH4
Giá: liên hệ
 UA100-SL3-02020 Phay Nhôm F2 me dài 20mm
Giá: liên hệ
UA100-SL3-02020 Phay Nhôm F2 me dài 20mm
Giá: liên hệ
 Dòng phay Chống rung cao cấp GESAC SP210-SL4
Giá: liên hệ
Dòng phay Chống rung cao cấp GESAC SP210-SL4
Giá: liên hệ
 Dao phay thép tiêu chuẩn GESAC UP210 (F1-25)
Giá: liên hệ
Dao phay thép tiêu chuẩn GESAC UP210 (F1-25)
Giá: liên hệ
 Dao phay ngón F3 me cắt 15mm 4 me phay thép
Giá: liên hệ
Dao phay ngón F3 me cắt 15mm 4 me phay thép
Giá: liên hệ
 Dao Phay hợp kim Fi 3, me 25mm, cán 4mm
Giá: liên hệ
Dao Phay hợp kim Fi 3, me 25mm, cán 4mm
Giá: liên hệ
 Enmill F2 me cắt 10mm phay thép inok
Giá: liên hệ
Enmill F2 me cắt 10mm phay thép inok
Giá: liên hệ
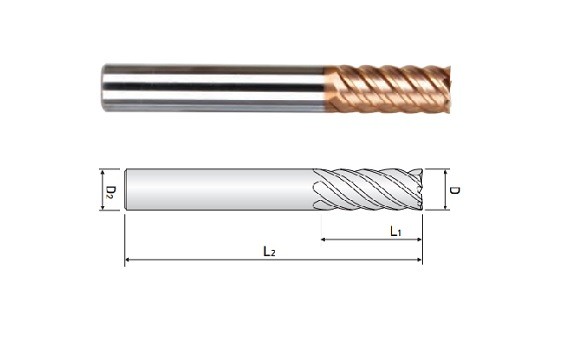
 ZR734…4 Flute Long Shank Corner Radius
Giá: liên hệ
ZR734…4 Flute Long Shank Corner Radius
Giá: liên hệ
 Dao móc lỗ hợp kim bé NTK
Giá: liên hệ
Dao móc lỗ hợp kim bé NTK
Giá: liên hệ
 Máy taro Điện M3-16 và M3-22( Mr Thiện 0989722581)
Giá: liên hệ
Máy taro Điện M3-16 và M3-22( Mr Thiện 0989722581)
Giá: liên hệ
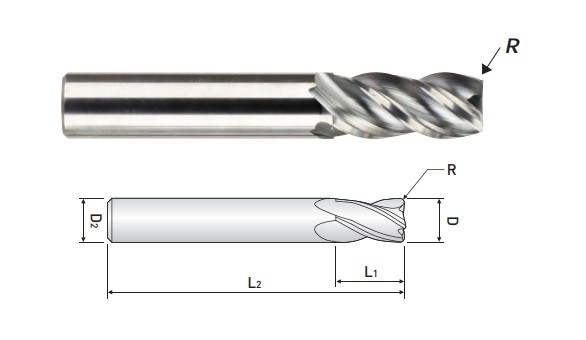
 Dao pay bo cung R
Giá: liên hệ
Dao pay bo cung R
Giá: liên hệ
 PANME CƠ MITUTOYO 175-200mm bảo hành 12 tháng
Giá: liên hệ
PANME CƠ MITUTOYO 175-200mm bảo hành 12 tháng
Giá: liên hệ
 TCMT110304 Chuyên INOK và Thép
Giá: liên hệ
TCMT110304 Chuyên INOK và Thép
Giá: liên hệ
 TCMT090204 Tiện Inok Và Thép
Giá: liên hệ
TCMT090204 Tiện Inok Và Thép
Giá: liên hệ
 KHoan ghép mảnh Đủ Size F16 trở lên
Giá: liên hệ
KHoan ghép mảnh Đủ Size F16 trở lên
Giá: liên hệ
 Mảnh phay Vuông 1203 và 1504 chuyên Thép các loại
550,000đ
Mảnh phay Vuông 1203 và 1504 chuyên Thép các loại
550,000đ  Doa HSS F1,2,3,4,5,6,7,8,9,...
Giá: liên hệ
Doa HSS F1,2,3,4,5,6,7,8,9,...
Giá: liên hệ
 X-POWER S SERIES SEM817
Giá: liên hệ
X-POWER S SERIES SEM817
Giá: liên hệ
 V7 Plus End Mill dao phay cao cấp cho INOK và Thép
Giá: liên hệ
V7 Plus End Mill dao phay cao cấp cho INOK và Thép
Giá: liên hệ
 ĐỒNG HỒ SO CHÂN GẬP 513-414-10T
Giá: liên hệ
ĐỒNG HỒ SO CHÂN GẬP 513-414-10T
Giá: liên hệ
 THƯỚC CẶP ĐIỆN TỬ 500-181-30 ( 0-150MM/0.01MM)
Giá: liên hệ
THƯỚC CẶP ĐIỆN TỬ 500-181-30 ( 0-150MM/0.01MM)
Giá: liên hệ
 Mảnh Tiện ICSAR CNMG 120408 PP IC507
Giá: liên hệ
Mảnh Tiện ICSAR CNMG 120408 PP IC507
Giá: liên hệ
 MẢNH TIỆN ĐA NĂNG ISCAR CNMG120408 IC907
Giá: liên hệ
MẢNH TIỆN ĐA NĂNG ISCAR CNMG120408 IC907
Giá: liên hệ
 Mảnh tiện đa năng ISCAR SNMG120408 IC907
Giá: liên hệ
Mảnh tiện đa năng ISCAR SNMG120408 IC907
Giá: liên hệ
 Dao phay ngón chuyên Thép và Inok dưới 45 HRC
Giá: liên hệ
Dao phay ngón chuyên Thép và Inok dưới 45 HRC
Giá: liên hệ
 DAO PHAY CHUYÊN NHÔM 3 ME AE30(2)3 ...series
Giá: liên hệ
DAO PHAY CHUYÊN NHÔM 3 ME AE30(2)3 ...series
Giá: liên hệ
 DAO PHAY INOK CAO CẤP 4 ME DÒNG Neo Classic X-STAR Series XE504 ...series
Giá: liên hệ
DAO PHAY INOK CAO CẤP 4 ME DÒNG Neo Classic X-STAR Series XE504 ...series
Giá: liên hệ
 DAO PHAY INOK 4 ME SM504 ...series
Giá: liên hệ
DAO PHAY INOK 4 ME SM504 ...series
Giá: liên hệ
 Dao phay inok,thép 3me ,SM503 ...series
Giá: liên hệ
Dao phay inok,thép 3me ,SM503 ...series
Giá: liên hệ
 Dao phay ngón 4 me hợp kim Widin TX304
Giá: liên hệ
Dao phay ngón 4 me hợp kim Widin TX304
Giá: liên hệ
 Mũi chích tâm các size
Giá: liên hệ
Mũi chích tâm các size
Giá: liên hệ
 Dao Enmill sau nhiệt luyện đến 70 HRC ZE714 ...series
Giá: liên hệ
Dao Enmill sau nhiệt luyện đến 70 HRC ZE714 ...series
Giá: liên hệ
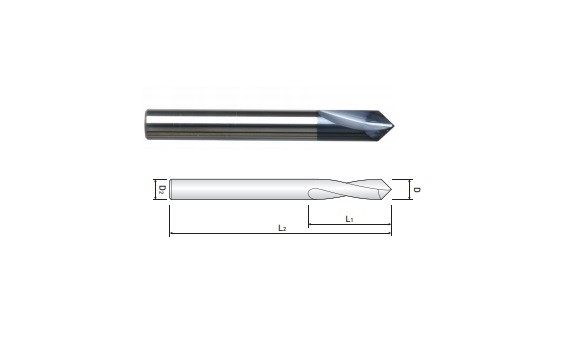 DAO PHAY VÁT MÉP 90
Giá: liên hệ
DAO PHAY VÁT MÉP 90
Giá: liên hệ
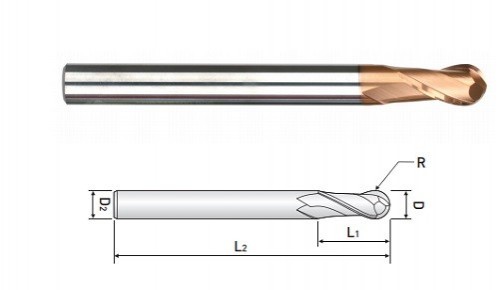 Dao phay cầu sau nhiệt 2 me DB712 Widin
Giá: liên hệ
Dao phay cầu sau nhiệt 2 me DB712 Widin
Giá: liên hệ
 Chip Mitsubishi WNMG080408-MS VP15TF
65,000đ
Chip Mitsubishi WNMG080408-MS VP15TF
65,000đ  Chip phay APKT09T308R EM TT9080
1,090,000đ
Chip phay APKT09T308R EM TT9080
1,090,000đ  Chip tiện CCMT09T304 MT CT3000
60,000đ
Chip tiện CCMT09T304 MT CT3000
60,000đ  Chip tiện WNMG080408 FC TT8115
Giá: liên hệ
Chip tiện WNMG080408 FC TT8115
Giá: liên hệ
 Các dạng dụng cụ cắt gọt kim loại.
Các dạng dụng cụ cắt gọt kim loại.
 CÔNG THỨC TÍNH TOÁN CHẾ ĐỘ CẮT CHO PHAY VÀ TIỆN
CÔNG THỨC TÍNH TOÁN CHẾ ĐỘ CẮT CHO PHAY VÀ TIỆN
 Cách chọn lựa mũi dao phay phù hợp
Cách chọn lựa mũi dao phay phù hợp
 Sự Khác Biệt Lớp Phủ PVD và CVD.
Sự Khác Biệt Lớp Phủ PVD và CVD.
 Cách chọn dụng cụ cắt gọt kim loại hợp lý cho doanh nghiệp
Cách chọn dụng cụ cắt gọt kim loại hợp lý cho doanh nghiệp
 Dụng cụ cắt gọt kim loại là gì?
Dụng cụ cắt gọt kim loại là gì?
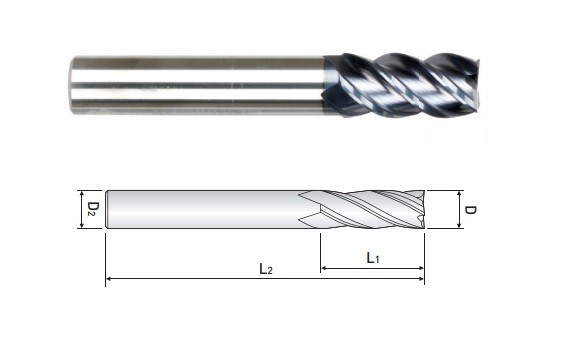
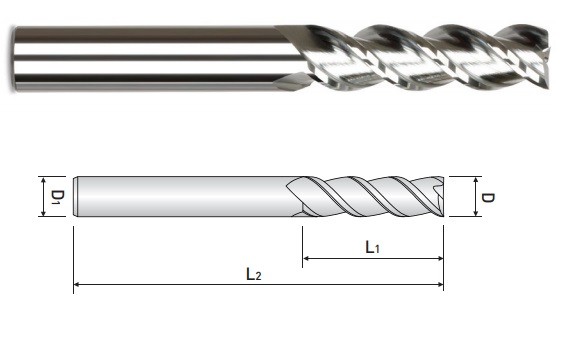
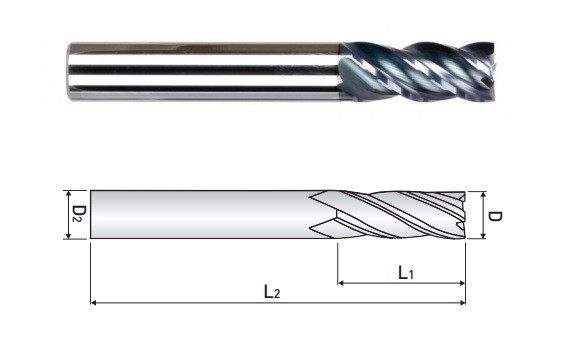
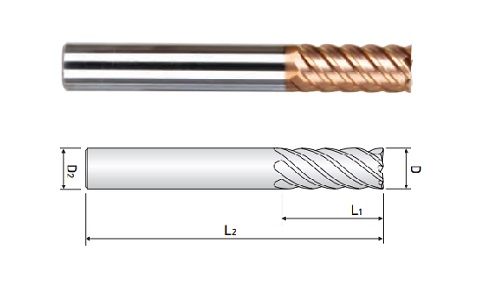
 Dao phay ngón me dài
Dao phay ngón me dài
 GRADES for APPLICATIONS and MATERIALS ISCAR
GRADES for APPLICATIONS and MATERIALS ISCAR
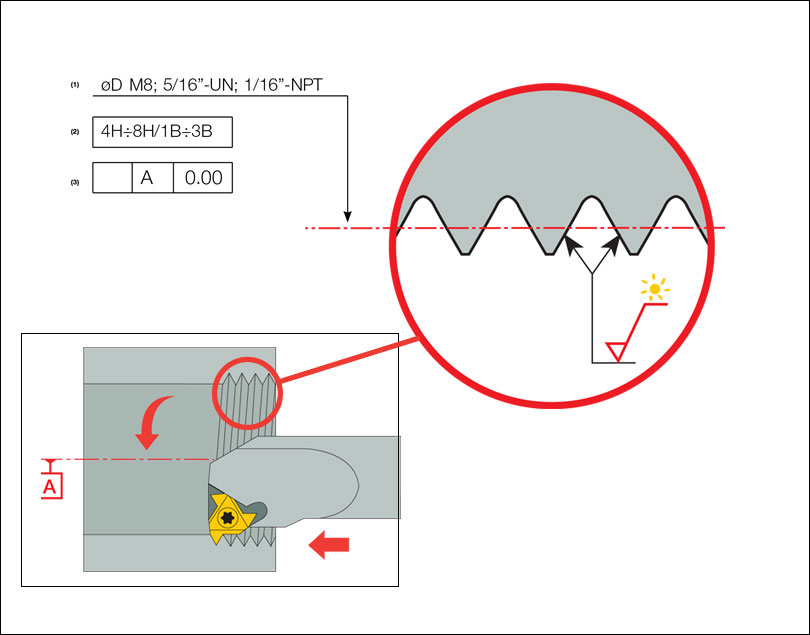 Tiện Ren Như thế nào cho phù hợp?
Tiện Ren Như thế nào cho phù hợp?
 Công thức tính chế độ cắt khi Khoan
Công thức tính chế độ cắt khi Khoan
 Cách tính chế độ cắt trên máy tiện
Cách tính chế độ cắt trên máy tiện
 Công thức tính chế độ cắt trên máy phay
Công thức tính chế độ cắt trên máy phay
 Thước Kẹp - Thước Cặp Cơ Khí
Thước Kẹp - Thước Cặp Cơ Khí
 Dao Phay ngón kiến thức bổ ích
Dao Phay ngón kiến thức bổ ích
 TIỆN CỨNG,TIỆN SAU NHIỆT LUYỆN
TIỆN CỨNG,TIỆN SAU NHIỆT LUYỆN
 TARO BỊ GẪY LÀM THẾ NÀO
TARO BỊ GẪY LÀM THẾ NÀO
 PHAY REN CÓ ƯU ĐIỂM GÌ?
PHAY REN CÓ ƯU ĐIỂM GÌ?
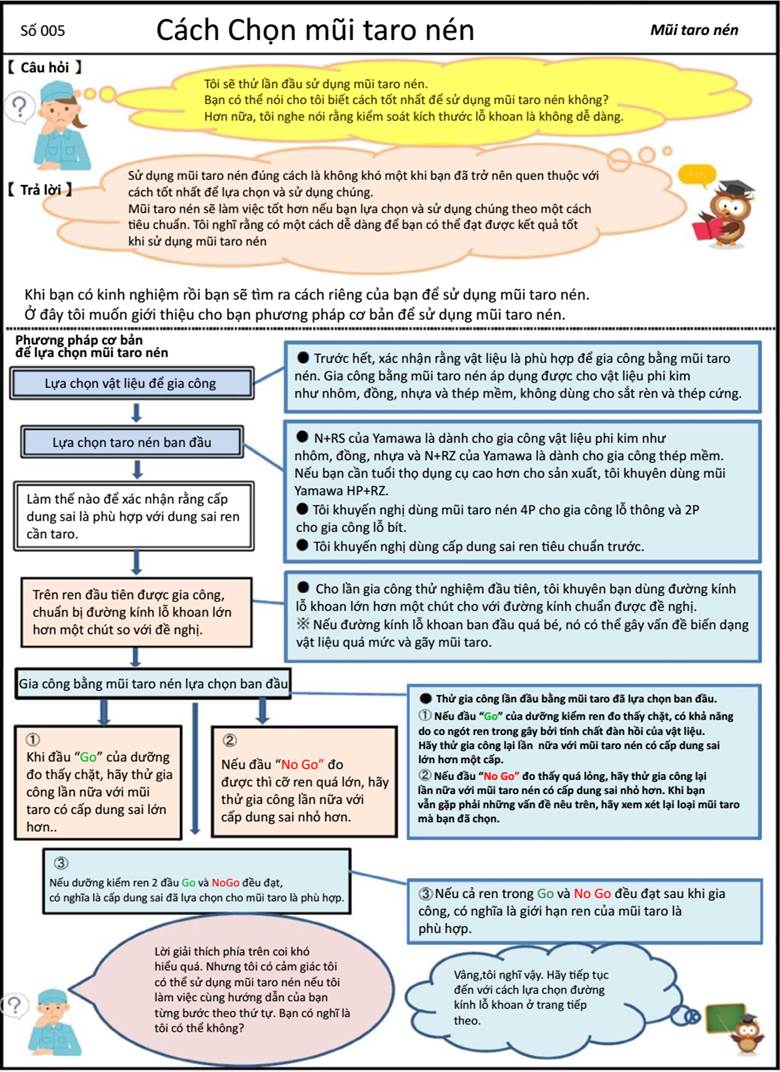
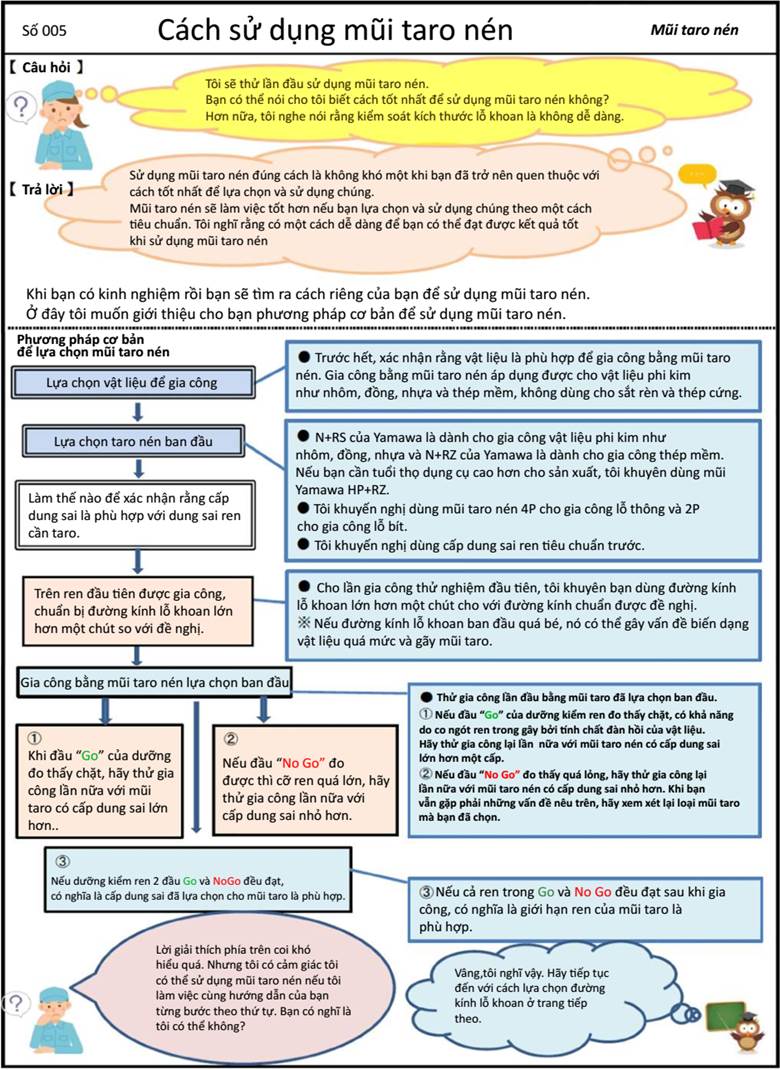
 TARO NÉN DÙNG NHƯ THẾ NÀO
TARO NÉN DÙNG NHƯ THẾ NÀO
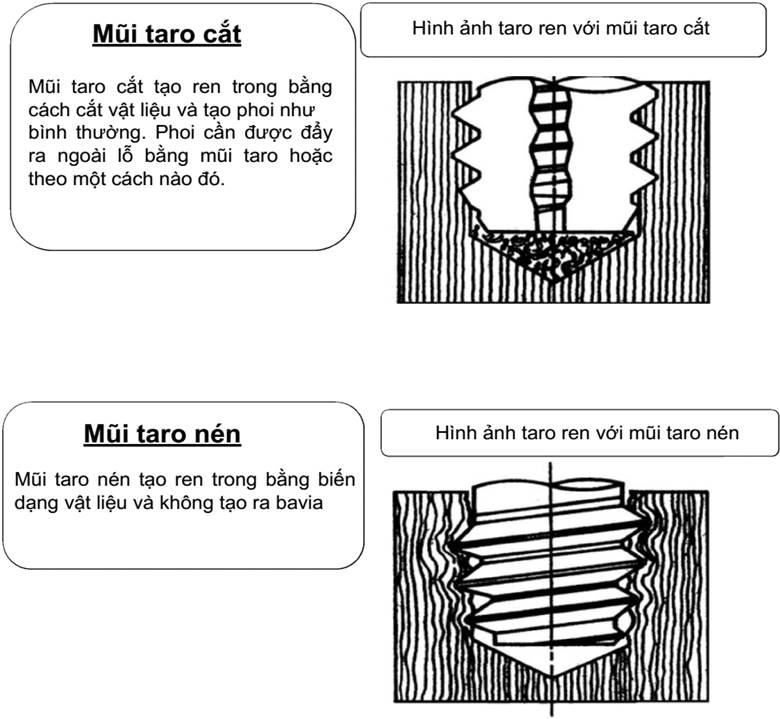
 Kiến thức cơ bản về Taro cắt
Kiến thức cơ bản về Taro cắt
 Thanh tra nhiều dự án nạo vét cát thuộc Cục Đường thủy
Thanh tra nhiều dự án nạo vét cát thuộc Cục Đường thủy
 Đấu thầu để minh bạch dự án nạo vét đường thủy
Đấu thầu để minh bạch dự án nạo vét đường thủy
 Siết chặt quản lý hoạt động nạo vét luồng đường thủy nội địa kết hợp tận thu sản phẩm
Siết chặt quản lý hoạt động nạo vét luồng đường thủy nội địa kết hợp tận thu sản phẩm
 Giao thông vận tải cà kết cấu hạ tầng giao thông vận tải
Giao thông vận tải cà kết cấu hạ tầng giao thông vận tải
Số người đang online: 1
Online Counter
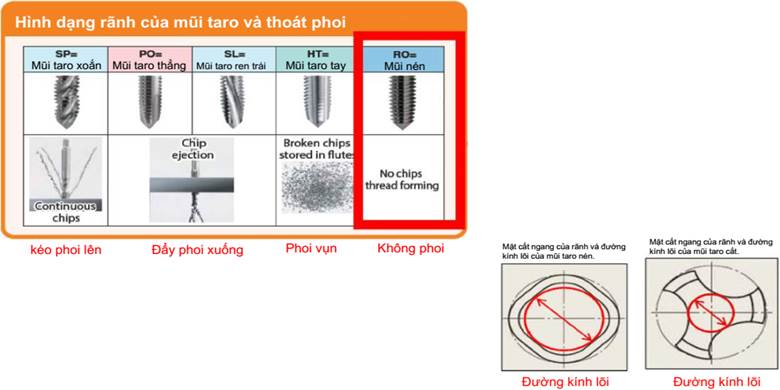
Cắt ren bằng mũi taro cắt thoát phoi ra khỏi lỗ theo rãnh của taro. Taro bằng mũi taro nén tạo ra ren trong bằng biến dạng vật liệu.
Trong phần trình bày này, chúng tôi sẽ giải thích mũi taro nén từ khái niệm cơ bản để mọi người có thể dễ dàng hiểu được chức năng và phương áp sử dụng tối ưu.
Cắt ren bằng mũi taro cắt thoát phoi ra khỏi lỗ theo rãnh của taro. Taro bằng mũi taro nén tạo ra ren trong bằng biến dạng vật liệu.
Trong phần trình bày này, chúng tôi sẽ giải thích mũi taro nén từ khái niệm cơ bản để mọi người có thể dễ dàng hiểu được chức năng và phương áp sử dụng tối ưu.
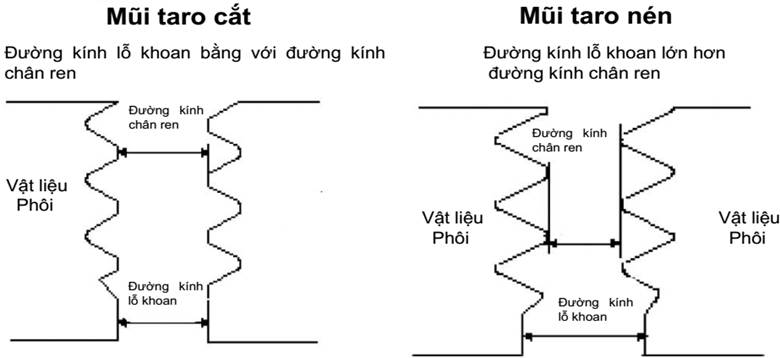
Sự khác biệt cơ bản giữa mũi taro cắt và mũi taro nén là mũi taro cắt đẩy phoi ra khỏi lỗ, còn mũi taro nén tạo ren bằng biến dạng vật liệu và không tạo ra phoi. Hình ảnh bên dưới cho thấy sự khác biệt giữa 2 loại mũi taro.
※ Không có phoi
※ Mũi taro nén không tạo ra phoi
※ Mũi taro nén tiết kiệm thời gian xử lý phoi
- Mũi taro nén khỏe hơn mũi taro cắt do thiết kế của chúng.
- Hiệu quả của thiết kế không rãnh tạo ra đường kính lõi lớn. Nó không có vấn đề kẹt phoi như là với mũi taro cắt và nó cứng cáp. Điều này khiến cho mũi taro nén chống lại gãy taro rất hiệu quả.
- Mũi taro nén tạo ra đường kính danh nghĩa tuyệt hảo có cấp dung sai vừa khít với dung sai của đường kính danh nghĩa. Quá trình biến dạng vật liệu tạo ra ren trong có độ bóng bề mặt cao và đường kính danh nghĩa chính xác.
- Hiệu quả hơn và tuổi thọ dụng cụ cao hơn. Đặc điểm cấu tạo của đỉnh tâm mũi taro nén cho phép taro tốc độ cao và nâng cao tuổi thọ dụng cụ so với sử dụng mũi taro cắt. Khi được xử lý bề mặt mũi taro, như OX, NI, TiN và TiCN có thể kéo dài tuổi thọ dụng cụ lên 2 đến 20 lần so với hiệu suất của mũi taro không phủ.
- Taro bằng mũi taro nén chỉ có thể áp dụng cho vật liệu dẻo.
- Kiểm soát kích thước lỗ khoan trước khi ép ren cần phải tuân theo vùng dung sai sát hơn so với taro cắt.
- Dao động kích thước lỗ lớn nhất trước khi ép ren nên nhỏ hơn 5% bước ren.
- Khi sử dụng mũi taro nén lực ép ren lớn hơn gấp 2-3 lần so với mũi taro cắt.
Những hình ảnh sau là mặt cắt của mũi taro nén. Ta có thể thấy ảnh hưởng của mũi taro nén lên vật liệu phôi. Như trên hình, vật liệu phôi bị biến dạng dần dần và tạo thành ren trong.
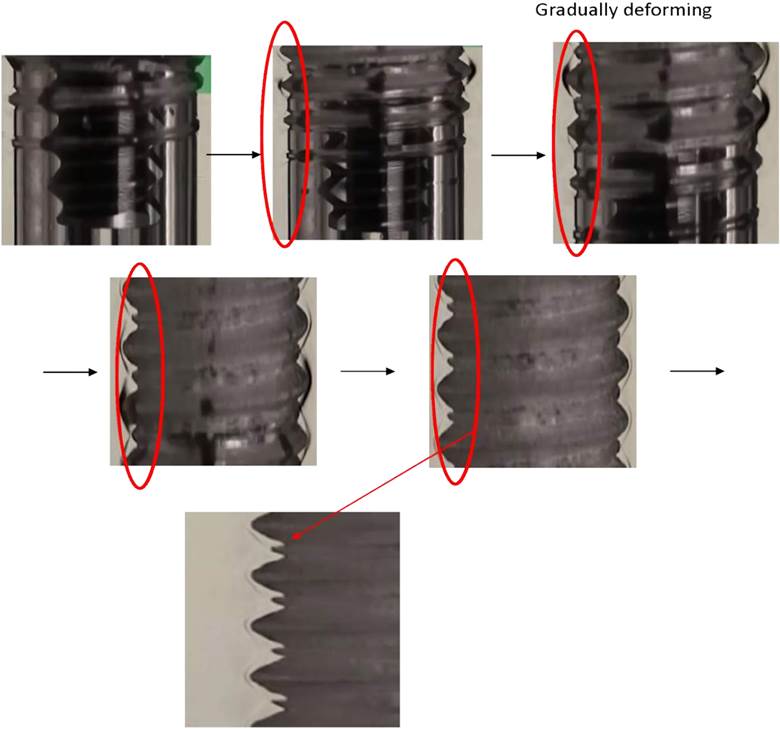
Đây là ren trong được tạo ra bởi mũi taro nén.
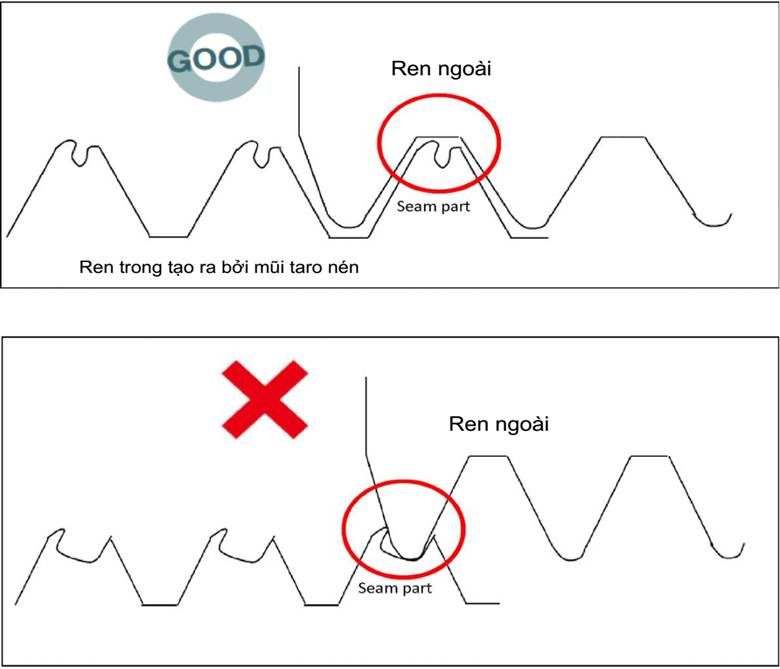
Trên đường chân ren của ren trong có thể thấy hình chữ U trên đỉnh ren. Đây là hình dạng ban đầu thường thấy ở ép ren và không xuất hiện khi cắt ren bằng mũi taro cắt.
Chúng tôi gọi hình này là “Seam part” hay “Tine”.
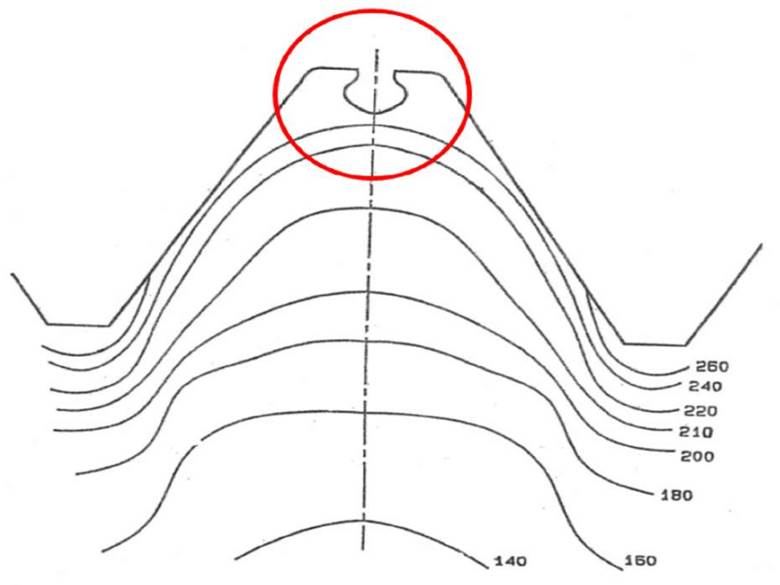
Biểu đồ độ cứng của SS400 được ép ren bằng mũi taro nén
Nếu mũi taro nén tạo ra “Seam part” hay “tine” quá lớn, nó có thể gây ra vấn đề. Ren ngoài có thể đi vào “Seam part” hay “tine” và gây hư hỏng hay gãy ren trong và có thể gây kết nối sai giữa ren trong và ren ngoài.
Khi taro chi tiết điện tử, vấn đề tại “Seam parts or tine” có thể gây đoản mạch tấm điện tử.
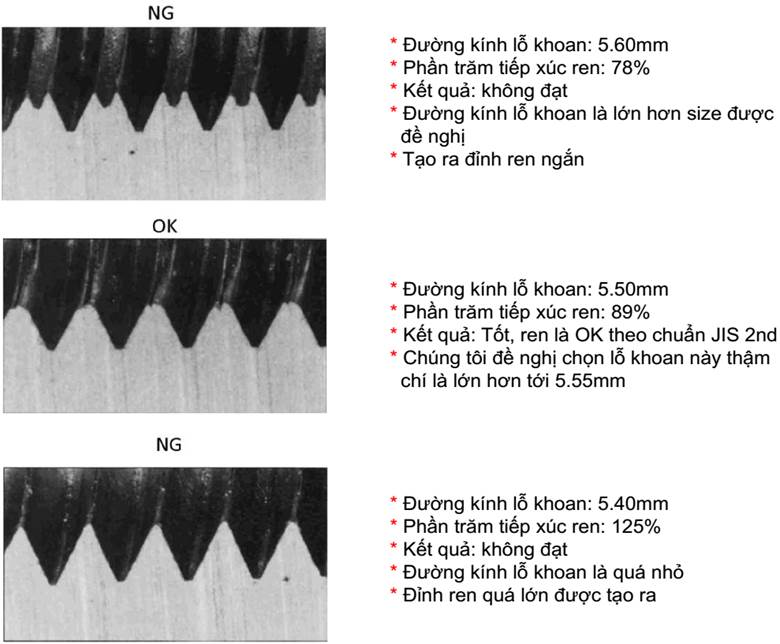
Khi taro nén, Nó là quan trọng để sử dụng size lỗ khoan và % tiếp xúc ren đúng và chính xác. Yamawa sẽ giải thích tầm quan trọng của độ chính xác size lỗ khoan và % tiếp xúc ren trong trang sau.
Đường kính chân ren trong là đường kính lỗ khoan khi sử dụng mũi taro cắt. Khi sử dụng mũi taro nén đường kính của lỗ khoan phải lớn hơn đường kính chân ren vì xảy ra biến dạng vật liệu.
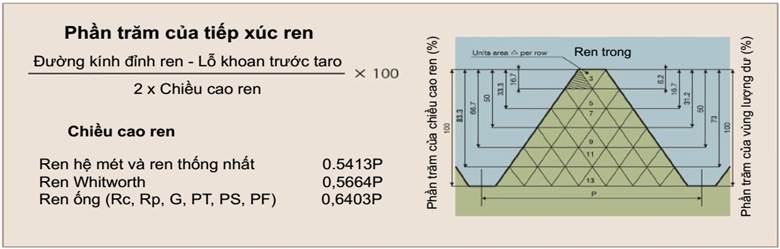
Đường kính lỗ khoan cho ren trong và tỷ lệ phần trăm tiếp xúc ren sẽ thay đổi tùy thuộc vào một số các điều kiện. Điều kiện cắt ren phải được lựa chọn kỹ càng bằng việc lựa chọn tỷ lệ phần trăm tiếp xúc ren hợp lý. Để đạt được hiệu suất cao nhất từ mũi taro cắt và mũi taro nén, lỗ khoan nên là lớn nhất có thể nhưng vẫn nằm trong vùng cho phép cấp độ dung sai ren vừa khít.
Phần trăm tiếp xúc ren và mối quan hệ giữa phần trăm chiều cao ren và phần bị loại bỏ tại chiều cao ren
Điều kiện gia công
Sản phẩm: N-RS G7 M6x1 (B)
Vật liệu: AC2C-T6
Tốc độ cắt: 20m/phút
Dung dịch tưới nguội: dầu không hoà tan trong nước
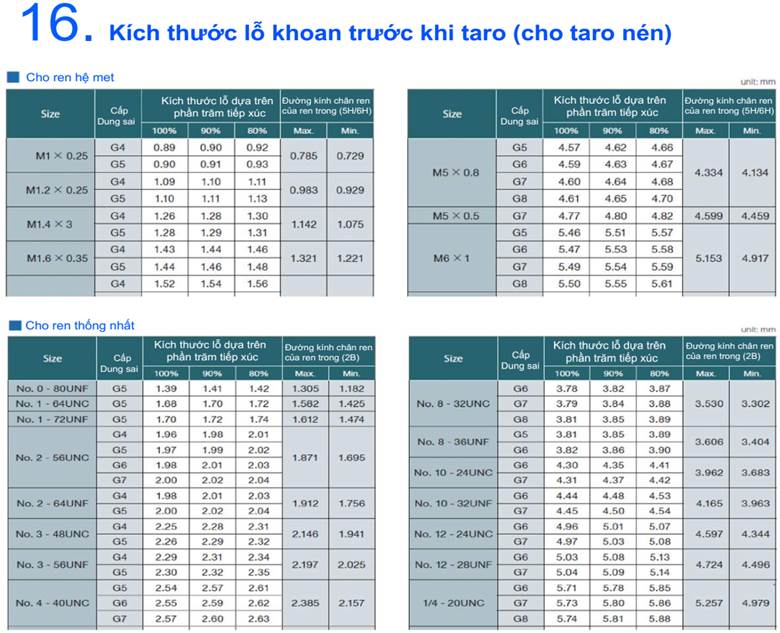
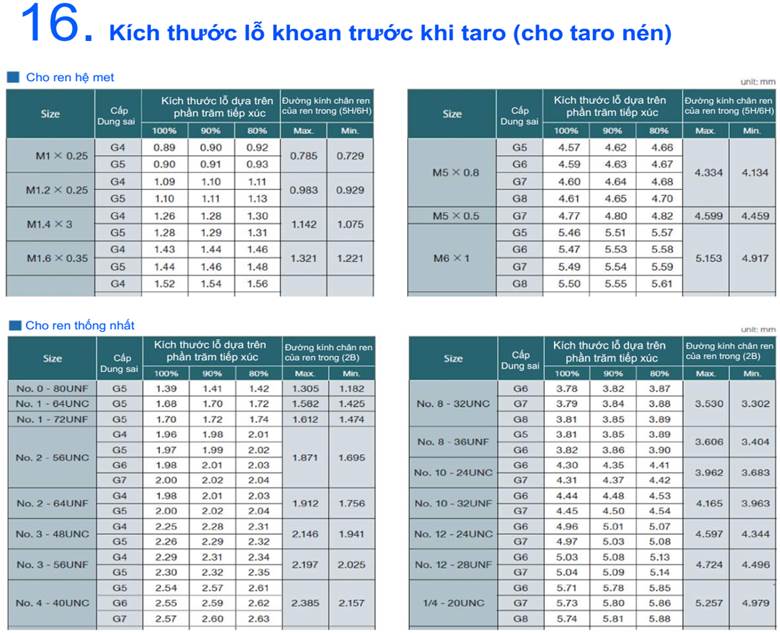
Xem mục kỹ thuật, trang 16. Kích thước lỗ khoan trước khi ép ren dành cho mũi taro nén trong Catalog Sản phẩm của YAMAWA cho lỗ khoan dành cho taro nén.
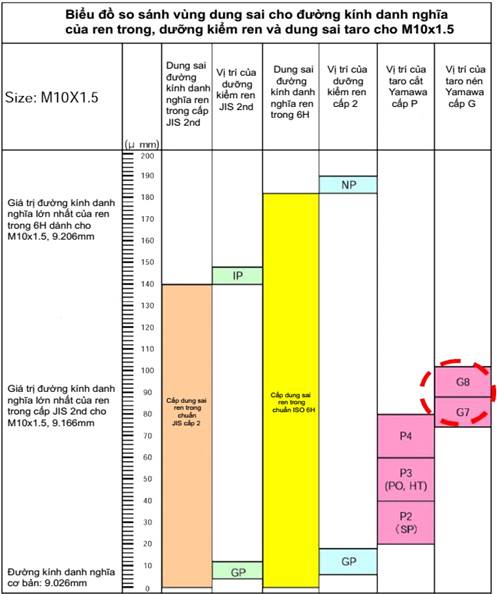 Cấp dung sai mũi taro nén của Yamawa được tạo ra ở trên 2/3 dung sai đường kính danh nghĩa theo tiêu chuẩn JIS cấp 2 ren trong.
Cấp dung sai mũi taro nén của Yamawa được tạo ra ở trên 2/3 dung sai đường kính danh nghĩa theo tiêu chuẩn JIS cấp 2 ren trong.
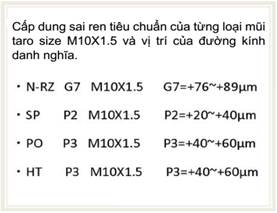
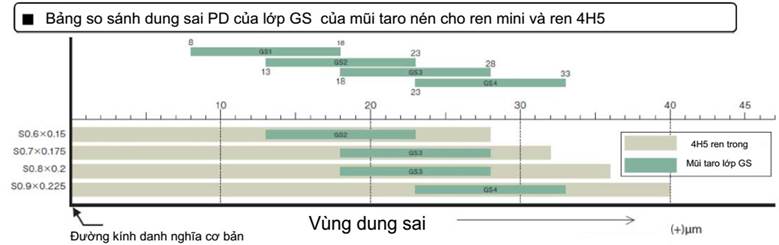
Đối với mũi taro nén, dung sai đường kính danh nghĩa phản ánh trực tiếp lên sản phẩm giống với đường kính danh nghĩa trên ren trong. Xảy ra điều này là bởi vì mũi taro nén tạo ren bằng cách gây biến dạng vật liệu.
Hệ thống dung sai lớp G của YAMAWA được tạo nên từ số liệu 0.0005 inch 12.7μm theo dạng bước tăng đều dựa trên cấp dung sai GH tiêu chuẩn ANSI. Sự chênh lệch của cấp dung sai G bắt nguồn từ việc làm tròn dấu phẩy đến số nguyên không phẩy. Độ chênh lệch thấp nhất của cấp dung sai G được xác định trong cùng dung sai trên của một bước thấp hơn. Dung sai là 12μm hay 13μm.
Sự khác nhau về vật liệu được taro và kích thước lỗ khoan tạo nên sự khác nhau trong tạo hình ép ren. YAMAWA đề xuất 2 đến 3 cấp dunng sai mũi taro nén để đạt được kích thước đường kính danh nghĩa ren trong phù hợp nhất.
Trước tiên chúng tôi phải xác nhận nếu vật liệu phôi là thích hợp cho taro với mũi taro nén. Sau đây là những vật liệu thích hợp cho việc taro nén.
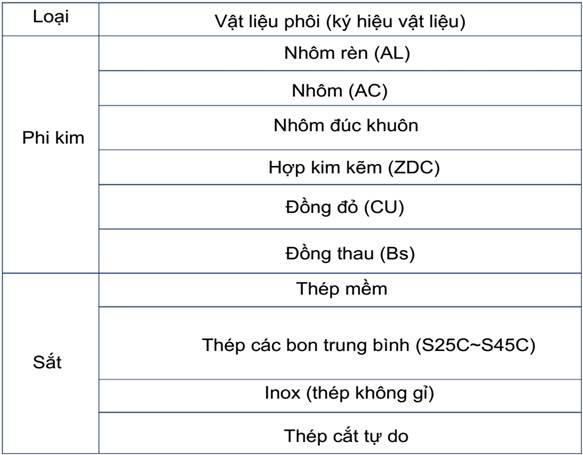
Lưu ý: Gia công vật liệu cứng không dễ biến dạng như gang, sắt đúc, và nhựa không phù hơp cho taro nén.
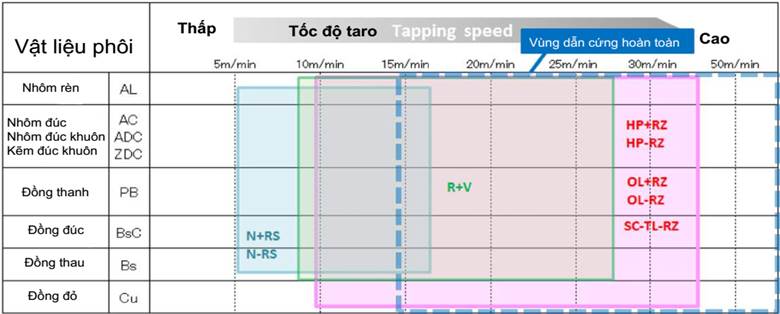
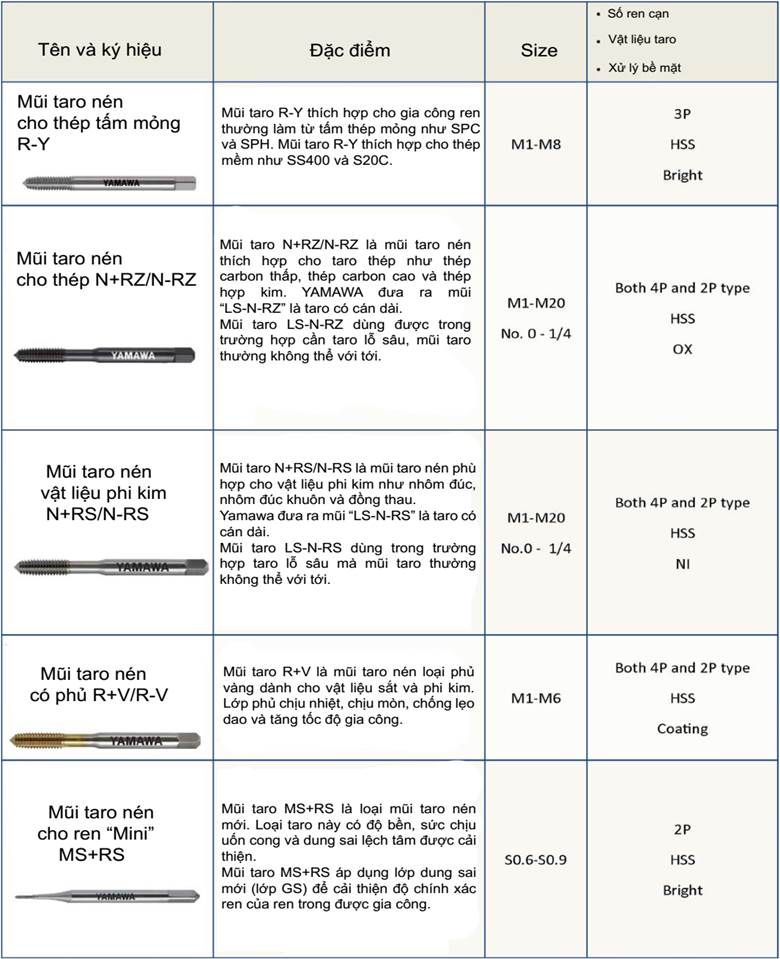
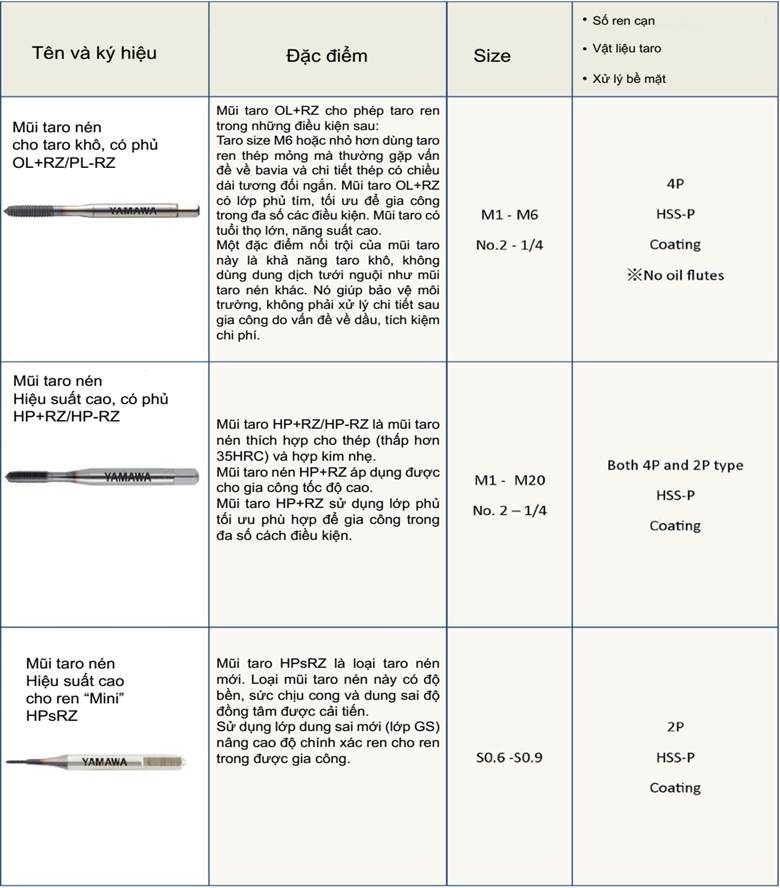
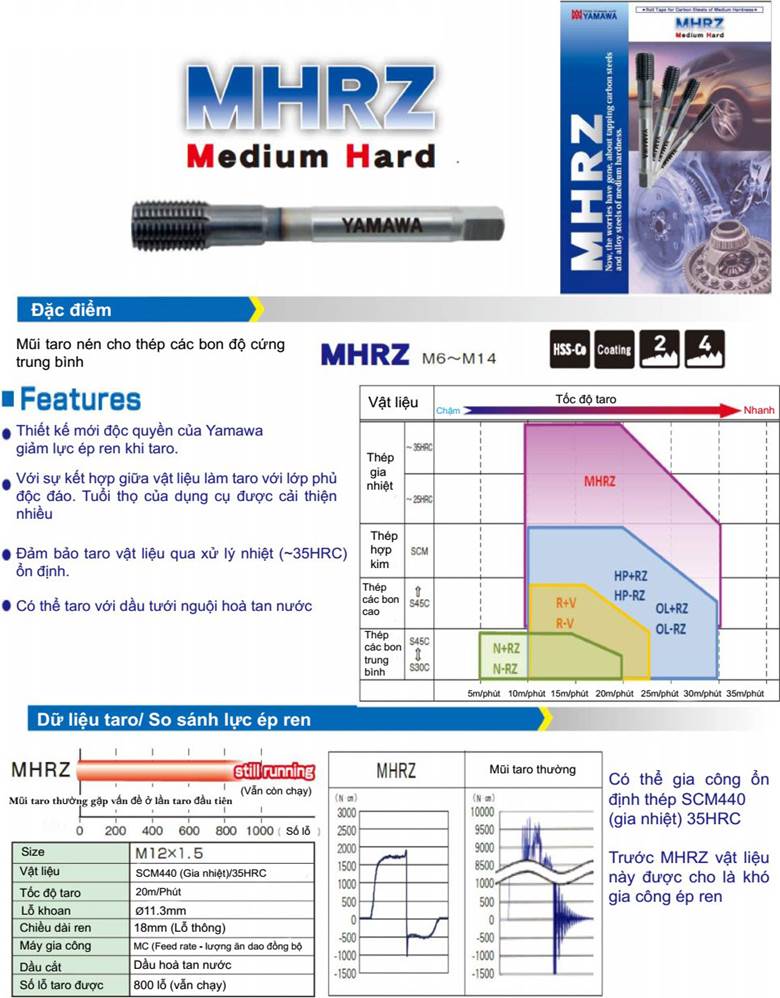
YAMAWA đề nghị bảng hệ thống sản phẩn sau dựa trên vật liệu phôi và tốc độ gia công khuyến nghị cho từng sản phẩm mũi taro.
Hãy tra catalog và lựa chon một sản phẩm mũi taro phù hợp với nhu cầu sử dụng của bạn.
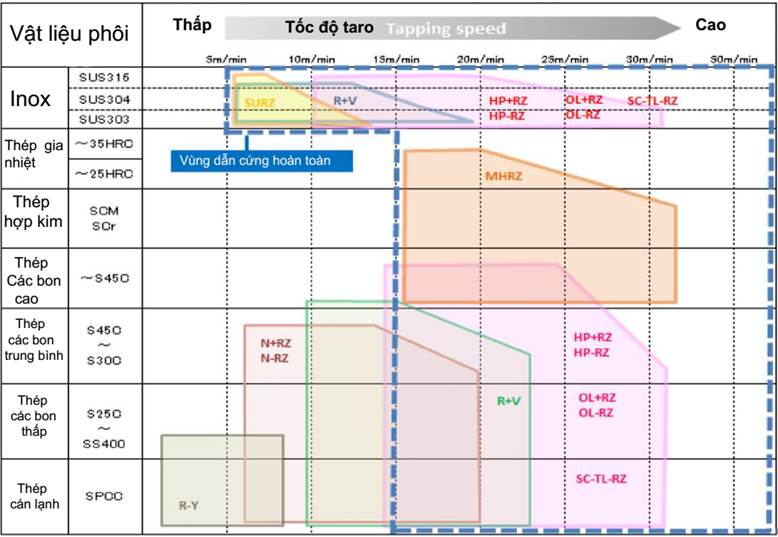
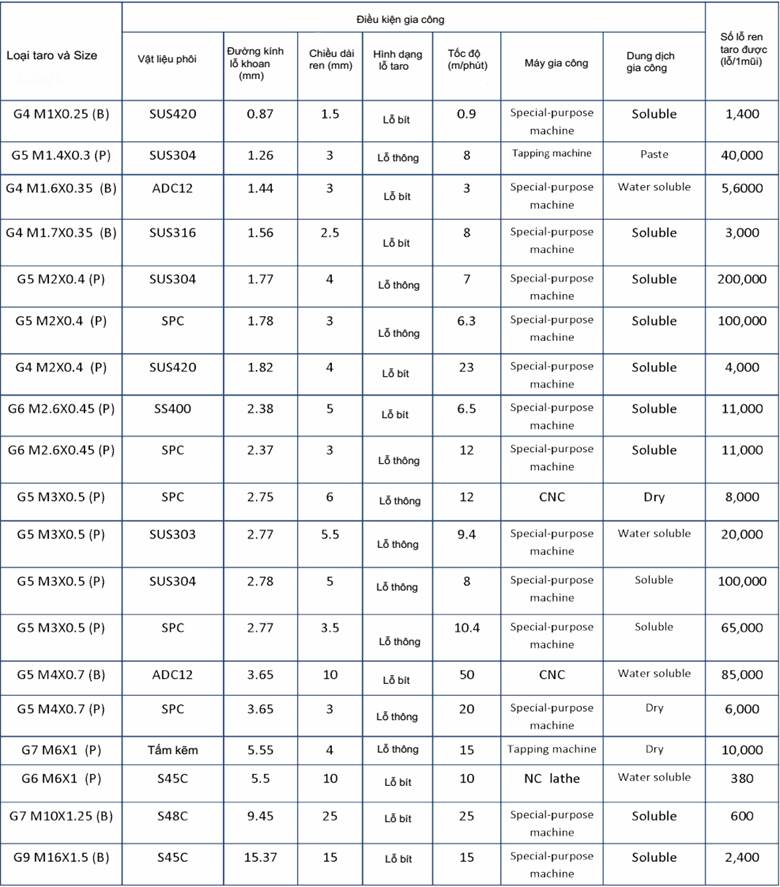
Biểu đồ dưới đây cho thấy hiệu suất gia công của mũi taro nén hiệu suất cao YAMAWA. Mũi taro HP+RZ/HP-RZ đã nhận được phản hồi tích cực từ ngành công nghiệp sản xuất.
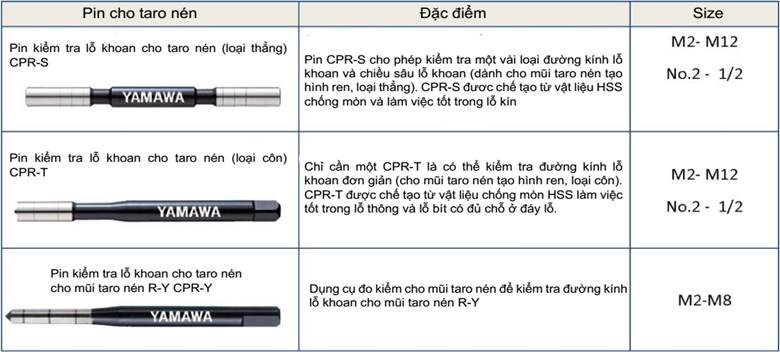
 Giới thiệu dụng cụ đo kiểm lỗ khoan
Giới thiệu dụng cụ đo kiểm lỗ khoanYamawa đề xuất dòng dụng cụ đo kiểm kích thước và tình trạng của lỗ khoan. Bằng việc tạo ra lỗ có kích thước chính xác và khoan lỗ đúng cách, bạn có thể tăng tuổi thọ của mũi taro và chặn đứng nhiều vấn đề trong taro ren.