Mảnh phay Nhôm APKT1604 KORLOY
Giá: liên hệ
Mảnh phay Nhôm APKT1604 KORLOY
Giá: liên hệ
 Mũi khoan HSS NACHI LIST 500 từ d0.2
Giá: liên hệ
Mũi khoan HSS NACHI LIST 500 từ d0.2
Giá: liên hệ
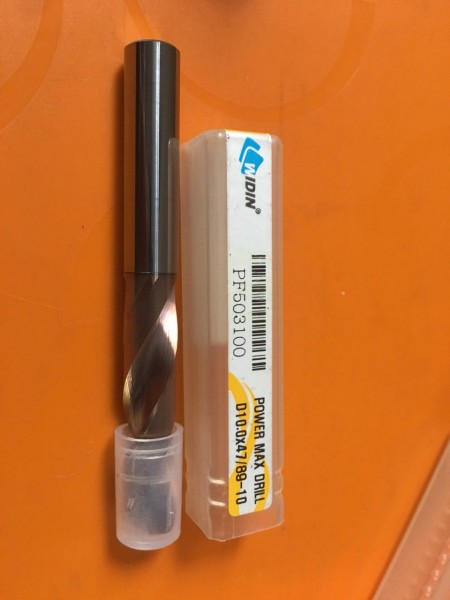 Mũi Khoan Hợp Kim WIDIN PF503
Giá: liên hệ
Mũi Khoan Hợp Kim WIDIN PF503
Giá: liên hệ
 APMT1135PDR PV5800 Phay Tốt nhất cho INOK và phay thép
Giá: liên hệ
APMT1135PDR PV5800 Phay Tốt nhất cho INOK và phay thép
Giá: liên hệ
 APMT1604PDR PV5800 Phay INOK tốt và phay được thép
Giá: liên hệ
APMT1604PDR PV5800 Phay INOK tốt và phay được thép
Giá: liên hệ
 APMT1604PDER-Q PC6300 Phay tốt nhất cho thép và chạy được Gang và Inok
Giá: liên hệ
APMT1604PDER-Q PC6300 Phay tốt nhất cho thép và chạy được Gang và Inok
Giá: liên hệ
 APMT1135PDER-Q PC6300 Phay tốt nhất cho thép và chạy được Gang và Inok
Giá: liên hệ
APMT1135PDER-Q PC6300 Phay tốt nhất cho thép và chạy được Gang và Inok
Giá: liên hệ
 Dao móc Rãnh lỗ hợp kim bé
Giá: liên hệ
Dao móc Rãnh lỗ hợp kim bé
Giá: liên hệ
 Chíp Phay APMT1135 R08 cho thép các loại ,có thể sử dụng cho inok ở một số trường hợp
Giá: liên hệ
Chíp Phay APMT1135 R08 cho thép các loại ,có thể sử dụng cho inok ở một số trường hợp
Giá: liên hệ
 Dao Phay cầu sau nhiệt NX5070 (45-70HRC) quá gắt
Giá: liên hệ
Dao Phay cầu sau nhiệt NX5070 (45-70HRC) quá gắt
Giá: liên hệ
 Dao phay Cầu dài NACHI R1,2,3,4,5,..
Giá: liên hệ
Dao phay Cầu dài NACHI R1,2,3,4,5,..
Giá: liên hệ
 Dao Phay INOK V7 YG -1
Giá: liên hệ
Dao Phay INOK V7 YG -1
Giá: liên hệ
 Chíp phay APMT1604 R08 cho thép
Giá: liên hệ
Chíp phay APMT1604 R08 cho thép
Giá: liên hệ
 Dao phay cao tốc MKB113 GESAC MILLING MOLD and PART1
Giá: liên hệ
Dao phay cao tốc MKB113 GESAC MILLING MOLD and PART1
Giá: liên hệ
 Dao phay cao tốc MKC190 GESAC MILLING MOLD and PART
Giá: liên hệ
Dao phay cao tốc MKC190 GESAC MILLING MOLD and PART
Giá: liên hệ
 Mũi Khoan Hợp Kim GESAC ,D938-A3N... Drill Carbide solid
Giá: liên hệ
Mũi Khoan Hợp Kim GESAC ,D938-A3N... Drill Carbide solid
Giá: liên hệ
 Dao phay hợp kim dài ,UP210-SH4
Giá: liên hệ
Dao phay hợp kim dài ,UP210-SH4
Giá: liên hệ
 UA100-SL3-02020 Phay Nhôm F2 me dài 20mm
Giá: liên hệ
UA100-SL3-02020 Phay Nhôm F2 me dài 20mm
Giá: liên hệ
 Dòng phay Chống rung cao cấp GESAC SP210-SL4
Giá: liên hệ
Dòng phay Chống rung cao cấp GESAC SP210-SL4
Giá: liên hệ
 Dao phay thép tiêu chuẩn GESAC UP210 (F1-25)
Giá: liên hệ
Dao phay thép tiêu chuẩn GESAC UP210 (F1-25)
Giá: liên hệ
 Dao phay ngón F3 me cắt 15mm 4 me phay thép
Giá: liên hệ
Dao phay ngón F3 me cắt 15mm 4 me phay thép
Giá: liên hệ
 Dao Phay hợp kim Fi 3, me 25mm, cán 4mm
Giá: liên hệ
Dao Phay hợp kim Fi 3, me 25mm, cán 4mm
Giá: liên hệ
 Enmill F2 me cắt 10mm phay thép inok
Giá: liên hệ
Enmill F2 me cắt 10mm phay thép inok
Giá: liên hệ
 ZR734…4 Flute Long Shank Corner Radius
Giá: liên hệ
ZR734…4 Flute Long Shank Corner Radius
Giá: liên hệ
 Dao móc lỗ hợp kim bé NTK
Giá: liên hệ
Dao móc lỗ hợp kim bé NTK
Giá: liên hệ
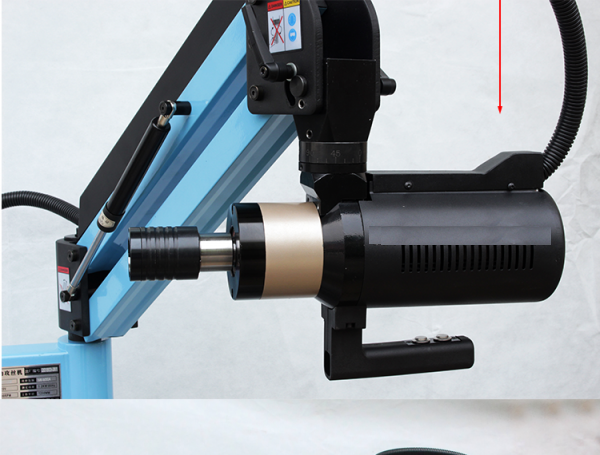 Máy taro Điện M3-16 và M3-22( Mr Thiện 0989722581)
Giá: liên hệ
Máy taro Điện M3-16 và M3-22( Mr Thiện 0989722581)
Giá: liên hệ
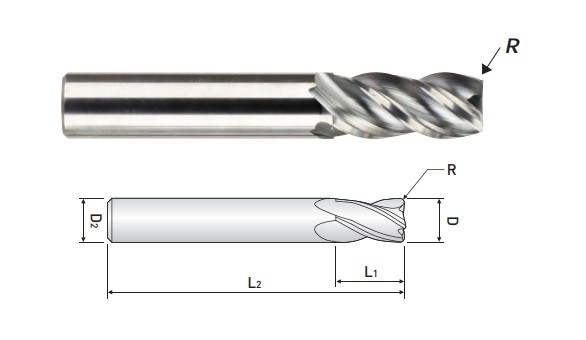
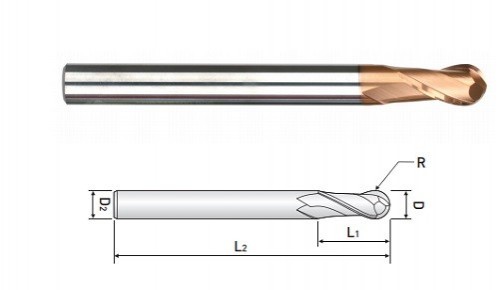
 Dao pay bo cung R
Giá: liên hệ
Dao pay bo cung R
Giá: liên hệ
 PANME CƠ MITUTOYO 175-200mm bảo hành 12 tháng
Giá: liên hệ
PANME CƠ MITUTOYO 175-200mm bảo hành 12 tháng
Giá: liên hệ
 TCMT110304 Chuyên INOK và Thép
Giá: liên hệ
TCMT110304 Chuyên INOK và Thép
Giá: liên hệ
 TCMT090204 Tiện Inok Và Thép
Giá: liên hệ
TCMT090204 Tiện Inok Và Thép
Giá: liên hệ
 KHoan ghép mảnh Đủ Size F16 trở lên
Giá: liên hệ
KHoan ghép mảnh Đủ Size F16 trở lên
Giá: liên hệ
 Mảnh phay Vuông 1203 và 1504 chuyên Thép các loại
550,000đ
Mảnh phay Vuông 1203 và 1504 chuyên Thép các loại
550,000đ  Doa HSS F1,2,3,4,5,6,7,8,9,...
Giá: liên hệ
Doa HSS F1,2,3,4,5,6,7,8,9,...
Giá: liên hệ
 X-POWER S SERIES SEM817
Giá: liên hệ
X-POWER S SERIES SEM817
Giá: liên hệ
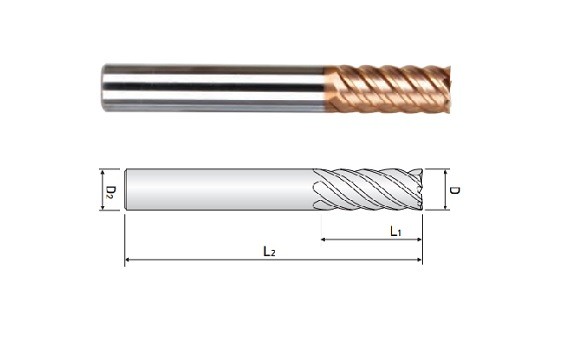
 V7 Plus End Mill dao phay cao cấp cho INOK và Thép
Giá: liên hệ
V7 Plus End Mill dao phay cao cấp cho INOK và Thép
Giá: liên hệ
 ĐỒNG HỒ SO CHÂN GẬP 513-414-10T
Giá: liên hệ
ĐỒNG HỒ SO CHÂN GẬP 513-414-10T
Giá: liên hệ
 THƯỚC CẶP ĐIỆN TỬ 500-181-30 ( 0-150MM/0.01MM)
Giá: liên hệ
THƯỚC CẶP ĐIỆN TỬ 500-181-30 ( 0-150MM/0.01MM)
Giá: liên hệ
 Mảnh Tiện ICSAR CNMG 120408 PP IC507
Giá: liên hệ
Mảnh Tiện ICSAR CNMG 120408 PP IC507
Giá: liên hệ
 MẢNH TIỆN ĐA NĂNG ISCAR CNMG120408 IC907
Giá: liên hệ
MẢNH TIỆN ĐA NĂNG ISCAR CNMG120408 IC907
Giá: liên hệ
 Mảnh tiện đa năng ISCAR SNMG120408 IC907
Giá: liên hệ
Mảnh tiện đa năng ISCAR SNMG120408 IC907
Giá: liên hệ
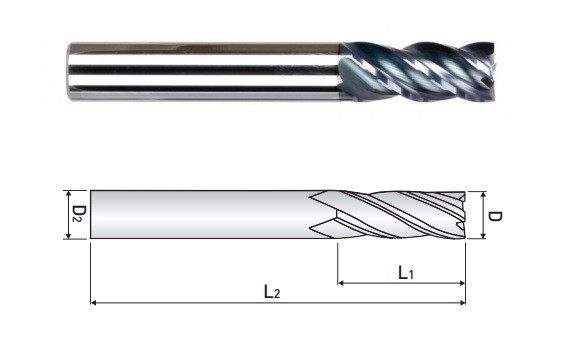
 Dao phay ngón chuyên Thép và Inok dưới 45 HRC
Giá: liên hệ
Dao phay ngón chuyên Thép và Inok dưới 45 HRC
Giá: liên hệ
 DAO PHAY CHUYÊN NHÔM 3 ME AE30(2)3 ...series
Giá: liên hệ
DAO PHAY CHUYÊN NHÔM 3 ME AE30(2)3 ...series
Giá: liên hệ
 DAO PHAY INOK CAO CẤP 4 ME DÒNG Neo Classic X-STAR Series XE504 ...series
Giá: liên hệ
DAO PHAY INOK CAO CẤP 4 ME DÒNG Neo Classic X-STAR Series XE504 ...series
Giá: liên hệ
 DAO PHAY INOK 4 ME SM504 ...series
Giá: liên hệ
DAO PHAY INOK 4 ME SM504 ...series
Giá: liên hệ
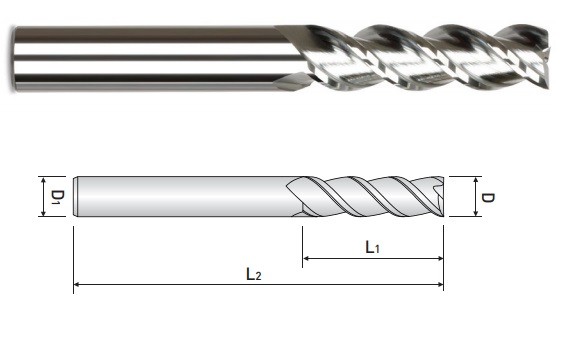
 Dao phay inok,thép 3me ,SM503 ...series
Giá: liên hệ
Dao phay inok,thép 3me ,SM503 ...series
Giá: liên hệ
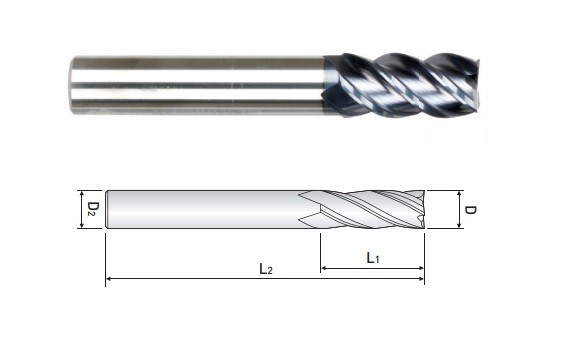
 Dao phay ngón 4 me hợp kim Widin TX304
Giá: liên hệ
Dao phay ngón 4 me hợp kim Widin TX304
Giá: liên hệ
 Mũi chích tâm các size
Giá: liên hệ
Mũi chích tâm các size
Giá: liên hệ
 Dao Enmill sau nhiệt luyện đến 70 HRC ZE714 ...series
Giá: liên hệ
Dao Enmill sau nhiệt luyện đến 70 HRC ZE714 ...series
Giá: liên hệ
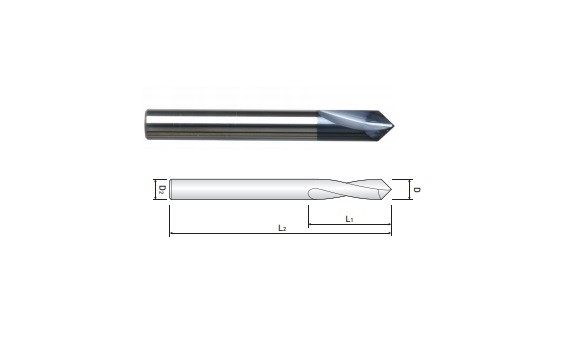 DAO PHAY VÁT MÉP 90
Giá: liên hệ
DAO PHAY VÁT MÉP 90
Giá: liên hệ
 Dao phay cầu sau nhiệt 2 me DB712 Widin
Giá: liên hệ
Dao phay cầu sau nhiệt 2 me DB712 Widin
Giá: liên hệ
 Chip Mitsubishi WNMG080408-MS VP15TF
65,000đ
Chip Mitsubishi WNMG080408-MS VP15TF
65,000đ  Chip phay APKT09T308R EM TT9080
1,090,000đ
Chip phay APKT09T308R EM TT9080
1,090,000đ  Chip tiện CCMT09T304 MT CT3000
60,000đ
Chip tiện CCMT09T304 MT CT3000
60,000đ  Chip tiện WNMG080408 FC TT8115
Giá: liên hệ
Chip tiện WNMG080408 FC TT8115
Giá: liên hệ
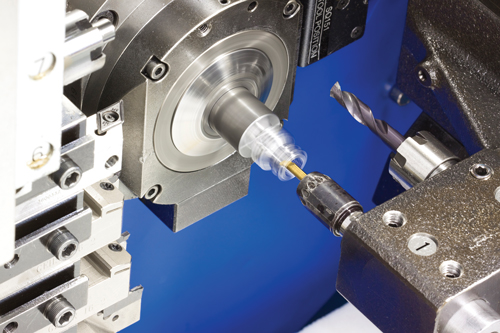
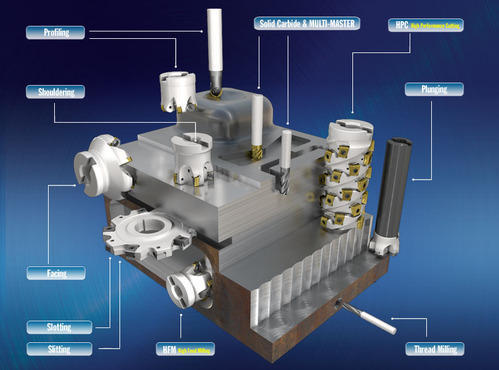
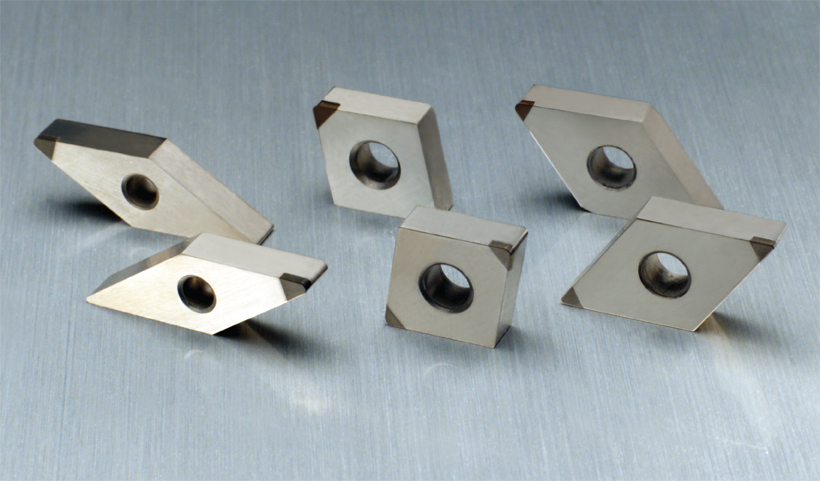
 Các dạng dụng cụ cắt gọt kim loại.
Các dạng dụng cụ cắt gọt kim loại.
 CÔNG THỨC TÍNH TOÁN CHẾ ĐỘ CẮT CHO PHAY VÀ TIỆN
CÔNG THỨC TÍNH TOÁN CHẾ ĐỘ CẮT CHO PHAY VÀ TIỆN
 Cách chọn lựa mũi dao phay phù hợp
Cách chọn lựa mũi dao phay phù hợp
 Sự Khác Biệt Lớp Phủ PVD và CVD.
Sự Khác Biệt Lớp Phủ PVD và CVD.
 Cách chọn dụng cụ cắt gọt kim loại hợp lý cho doanh nghiệp
Cách chọn dụng cụ cắt gọt kim loại hợp lý cho doanh nghiệp
 Dụng cụ cắt gọt kim loại là gì?
Dụng cụ cắt gọt kim loại là gì?
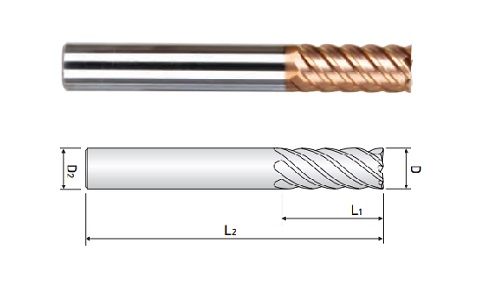
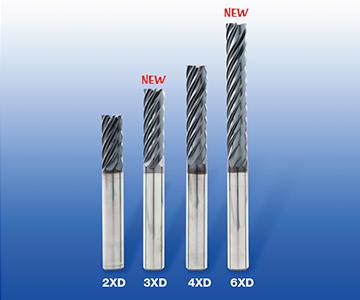 Dao phay ngón me dài
Dao phay ngón me dài
 GRADES for APPLICATIONS and MATERIALS ISCAR
GRADES for APPLICATIONS and MATERIALS ISCAR
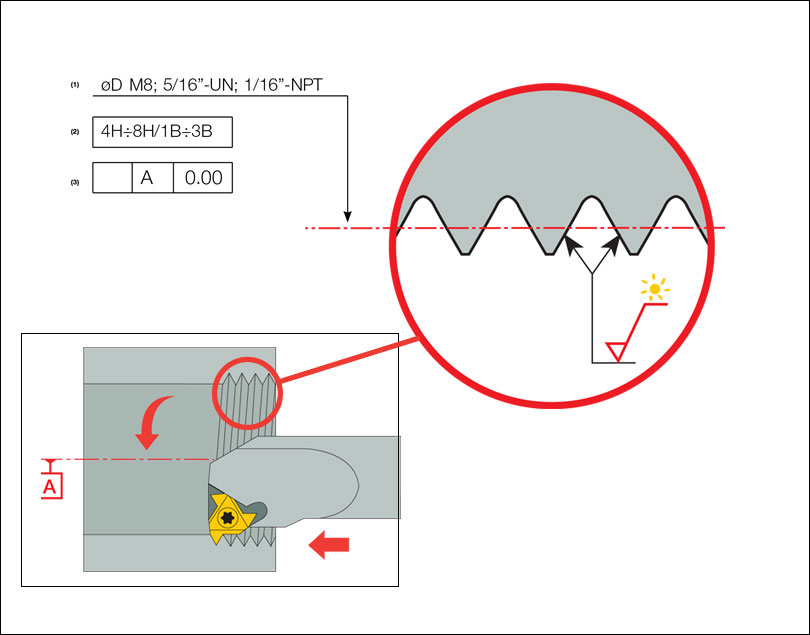 Tiện Ren Như thế nào cho phù hợp?
Tiện Ren Như thế nào cho phù hợp?
 Công thức tính chế độ cắt khi Khoan
Công thức tính chế độ cắt khi Khoan
 Cách tính chế độ cắt trên máy tiện
Cách tính chế độ cắt trên máy tiện
 Công thức tính chế độ cắt trên máy phay
Công thức tính chế độ cắt trên máy phay
 Thước Kẹp - Thước Cặp Cơ Khí
Thước Kẹp - Thước Cặp Cơ Khí
 Dao Phay ngón kiến thức bổ ích
Dao Phay ngón kiến thức bổ ích
 TIỆN CỨNG,TIỆN SAU NHIỆT LUYỆN
TIỆN CỨNG,TIỆN SAU NHIỆT LUYỆN
 TARO BỊ GẪY LÀM THẾ NÀO
TARO BỊ GẪY LÀM THẾ NÀO
 PHAY REN CÓ ƯU ĐIỂM GÌ?
PHAY REN CÓ ƯU ĐIỂM GÌ?
 TARO NÉN DÙNG NHƯ THẾ NÀO
TARO NÉN DÙNG NHƯ THẾ NÀO
 Kiến thức cơ bản về Taro cắt
Kiến thức cơ bản về Taro cắt
 Thanh tra nhiều dự án nạo vét cát thuộc Cục Đường thủy
Thanh tra nhiều dự án nạo vét cát thuộc Cục Đường thủy
 Đấu thầu để minh bạch dự án nạo vét đường thủy
Đấu thầu để minh bạch dự án nạo vét đường thủy
 Siết chặt quản lý hoạt động nạo vét luồng đường thủy nội địa kết hợp tận thu sản phẩm
Siết chặt quản lý hoạt động nạo vét luồng đường thủy nội địa kết hợp tận thu sản phẩm
 Giao thông vận tải cà kết cấu hạ tầng giao thông vận tải
Giao thông vận tải cà kết cấu hạ tầng giao thông vận tải
Số người đang online: 5
Online Counter
vc (m/min)
Cutting Speed
D1 (mm)
Cutter Diameter
π (3.14)
Pi
n(min-1)
Main Axis Spindle Speed
fz (mm/tooth)
Feed perTtooth
z
Insert Number
vf (mm/min)
Table Feed per Min.
n (min-1)
Main Axis Spindle Speed (Feed per Revolution f = z x fz)
vf (mm/min)
Table Feed per Min.
z
Insert Number
fz (mm/tooth)
Feed per Tooth
n (min-1)
Main Axis Spindle Speed
Tc(min)
Cutting Time
vf(mm/min)
Table Feed per Min.
L (mm)
Total Table Feed Length (Workpiece Length: l+Cutter Diameter: D1)