Mảnh phay Nhôm APKT1604 KORLOY
Giá: liên hệ
Mảnh phay Nhôm APKT1604 KORLOY
Giá: liên hệ
 Mũi khoan HSS NACHI LIST 500 từ d0.2
Giá: liên hệ
Mũi khoan HSS NACHI LIST 500 từ d0.2
Giá: liên hệ
 Mũi Khoan Hợp Kim WIDIN PF503
Giá: liên hệ
Mũi Khoan Hợp Kim WIDIN PF503
Giá: liên hệ
 APMT1135PDR PV5800 Phay Tốt nhất cho INOK và phay thép
Giá: liên hệ
APMT1135PDR PV5800 Phay Tốt nhất cho INOK và phay thép
Giá: liên hệ
 APMT1604PDR PV5800 Phay INOK tốt và phay được thép
Giá: liên hệ
APMT1604PDR PV5800 Phay INOK tốt và phay được thép
Giá: liên hệ
 APMT1604PDER-Q PC6300 Phay tốt nhất cho thép và chạy được Gang và Inok
Giá: liên hệ
APMT1604PDER-Q PC6300 Phay tốt nhất cho thép và chạy được Gang và Inok
Giá: liên hệ
 APMT1135PDER-Q PC6300 Phay tốt nhất cho thép và chạy được Gang và Inok
Giá: liên hệ
APMT1135PDER-Q PC6300 Phay tốt nhất cho thép và chạy được Gang và Inok
Giá: liên hệ
 Dao móc Rãnh lỗ hợp kim bé
Giá: liên hệ
Dao móc Rãnh lỗ hợp kim bé
Giá: liên hệ
 Chíp Phay APMT1135 R08 cho thép các loại ,có thể sử dụng cho inok ở một số trường hợp
Giá: liên hệ
Chíp Phay APMT1135 R08 cho thép các loại ,có thể sử dụng cho inok ở một số trường hợp
Giá: liên hệ
 Dao Phay cầu sau nhiệt NX5070 (45-70HRC) quá gắt
Giá: liên hệ
Dao Phay cầu sau nhiệt NX5070 (45-70HRC) quá gắt
Giá: liên hệ
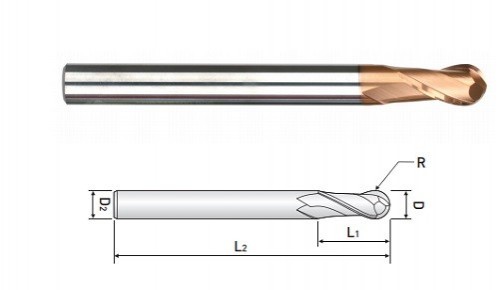
 Dao phay Cầu dài NACHI R1,2,3,4,5,..
Giá: liên hệ
Dao phay Cầu dài NACHI R1,2,3,4,5,..
Giá: liên hệ
 Dao Phay INOK V7 YG -1
Giá: liên hệ
Dao Phay INOK V7 YG -1
Giá: liên hệ
 Chíp phay APMT1604 R08 cho thép
Giá: liên hệ
Chíp phay APMT1604 R08 cho thép
Giá: liên hệ
 Dao phay cao tốc MKB113 GESAC MILLING MOLD and PART1
Giá: liên hệ
Dao phay cao tốc MKB113 GESAC MILLING MOLD and PART1
Giá: liên hệ
 Dao phay cao tốc MKC190 GESAC MILLING MOLD and PART
Giá: liên hệ
Dao phay cao tốc MKC190 GESAC MILLING MOLD and PART
Giá: liên hệ
 Mũi Khoan Hợp Kim GESAC ,D938-A3N... Drill Carbide solid
Giá: liên hệ
Mũi Khoan Hợp Kim GESAC ,D938-A3N... Drill Carbide solid
Giá: liên hệ
 Dao phay hợp kim dài ,UP210-SH4
Giá: liên hệ
Dao phay hợp kim dài ,UP210-SH4
Giá: liên hệ
 UA100-SL3-02020 Phay Nhôm F2 me dài 20mm
Giá: liên hệ
UA100-SL3-02020 Phay Nhôm F2 me dài 20mm
Giá: liên hệ
 Dòng phay Chống rung cao cấp GESAC SP210-SL4
Giá: liên hệ
Dòng phay Chống rung cao cấp GESAC SP210-SL4
Giá: liên hệ
 Dao phay thép tiêu chuẩn GESAC UP210 (F1-25)
Giá: liên hệ
Dao phay thép tiêu chuẩn GESAC UP210 (F1-25)
Giá: liên hệ
 Dao phay ngón F3 me cắt 15mm 4 me phay thép
Giá: liên hệ
Dao phay ngón F3 me cắt 15mm 4 me phay thép
Giá: liên hệ
 Dao Phay hợp kim Fi 3, me 25mm, cán 4mm
Giá: liên hệ
Dao Phay hợp kim Fi 3, me 25mm, cán 4mm
Giá: liên hệ
 Enmill F2 me cắt 10mm phay thép inok
Giá: liên hệ
Enmill F2 me cắt 10mm phay thép inok
Giá: liên hệ
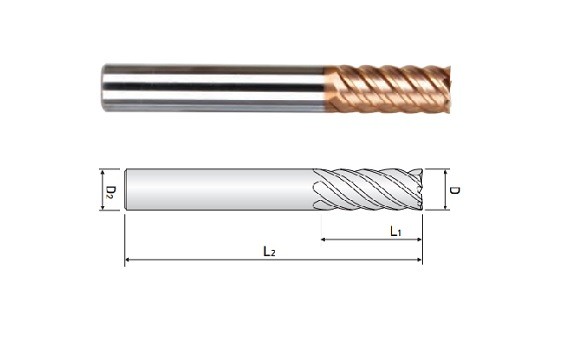
 ZR734…4 Flute Long Shank Corner Radius
Giá: liên hệ
ZR734…4 Flute Long Shank Corner Radius
Giá: liên hệ
 Dao móc lỗ hợp kim bé NTK
Giá: liên hệ
Dao móc lỗ hợp kim bé NTK
Giá: liên hệ
 Máy taro Điện M3-16 và M3-22( Mr Thiện 0989722581)
Giá: liên hệ
Máy taro Điện M3-16 và M3-22( Mr Thiện 0989722581)
Giá: liên hệ
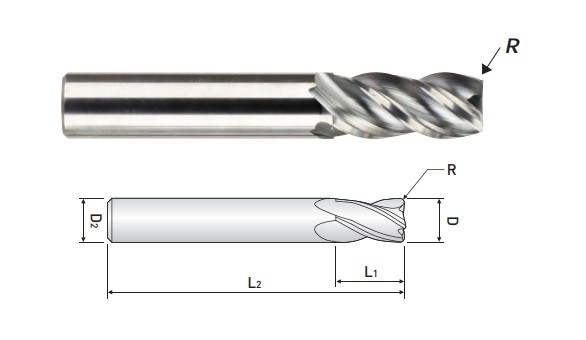
 Dao pay bo cung R
Giá: liên hệ
Dao pay bo cung R
Giá: liên hệ
 PANME CƠ MITUTOYO 175-200mm bảo hành 12 tháng
Giá: liên hệ
PANME CƠ MITUTOYO 175-200mm bảo hành 12 tháng
Giá: liên hệ
 TCMT110304 Chuyên INOK và Thép
Giá: liên hệ
TCMT110304 Chuyên INOK và Thép
Giá: liên hệ
 TCMT090204 Tiện Inok Và Thép
Giá: liên hệ
TCMT090204 Tiện Inok Và Thép
Giá: liên hệ
 KHoan ghép mảnh Đủ Size F16 trở lên
Giá: liên hệ
KHoan ghép mảnh Đủ Size F16 trở lên
Giá: liên hệ
 Mảnh phay Vuông 1203 và 1504 chuyên Thép các loại
550,000đ
Mảnh phay Vuông 1203 và 1504 chuyên Thép các loại
550,000đ  Doa HSS F1,2,3,4,5,6,7,8,9,...
Giá: liên hệ
Doa HSS F1,2,3,4,5,6,7,8,9,...
Giá: liên hệ
 X-POWER S SERIES SEM817
Giá: liên hệ
X-POWER S SERIES SEM817
Giá: liên hệ
 V7 Plus End Mill dao phay cao cấp cho INOK và Thép
Giá: liên hệ
V7 Plus End Mill dao phay cao cấp cho INOK và Thép
Giá: liên hệ
 ĐỒNG HỒ SO CHÂN GẬP 513-414-10T
Giá: liên hệ
ĐỒNG HỒ SO CHÂN GẬP 513-414-10T
Giá: liên hệ
 THƯỚC CẶP ĐIỆN TỬ 500-181-30 ( 0-150MM/0.01MM)
Giá: liên hệ
THƯỚC CẶP ĐIỆN TỬ 500-181-30 ( 0-150MM/0.01MM)
Giá: liên hệ
 Mảnh Tiện ICSAR CNMG 120408 PP IC507
Giá: liên hệ
Mảnh Tiện ICSAR CNMG 120408 PP IC507
Giá: liên hệ
 MẢNH TIỆN ĐA NĂNG ISCAR CNMG120408 IC907
Giá: liên hệ
MẢNH TIỆN ĐA NĂNG ISCAR CNMG120408 IC907
Giá: liên hệ
 Mảnh tiện đa năng ISCAR SNMG120408 IC907
Giá: liên hệ
Mảnh tiện đa năng ISCAR SNMG120408 IC907
Giá: liên hệ
 Dao phay ngón chuyên Thép và Inok dưới 45 HRC
Giá: liên hệ
Dao phay ngón chuyên Thép và Inok dưới 45 HRC
Giá: liên hệ
 DAO PHAY CHUYÊN NHÔM 3 ME AE30(2)3 ...series
Giá: liên hệ
DAO PHAY CHUYÊN NHÔM 3 ME AE30(2)3 ...series
Giá: liên hệ
 DAO PHAY INOK CAO CẤP 4 ME DÒNG Neo Classic X-STAR Series XE504 ...series
Giá: liên hệ
DAO PHAY INOK CAO CẤP 4 ME DÒNG Neo Classic X-STAR Series XE504 ...series
Giá: liên hệ
 DAO PHAY INOK 4 ME SM504 ...series
Giá: liên hệ
DAO PHAY INOK 4 ME SM504 ...series
Giá: liên hệ
 Dao phay inok,thép 3me ,SM503 ...series
Giá: liên hệ
Dao phay inok,thép 3me ,SM503 ...series
Giá: liên hệ
 Dao phay ngón 4 me hợp kim Widin TX304
Giá: liên hệ
Dao phay ngón 4 me hợp kim Widin TX304
Giá: liên hệ
 Mũi chích tâm các size
Giá: liên hệ
Mũi chích tâm các size
Giá: liên hệ
 Dao Enmill sau nhiệt luyện đến 70 HRC ZE714 ...series
Giá: liên hệ
Dao Enmill sau nhiệt luyện đến 70 HRC ZE714 ...series
Giá: liên hệ
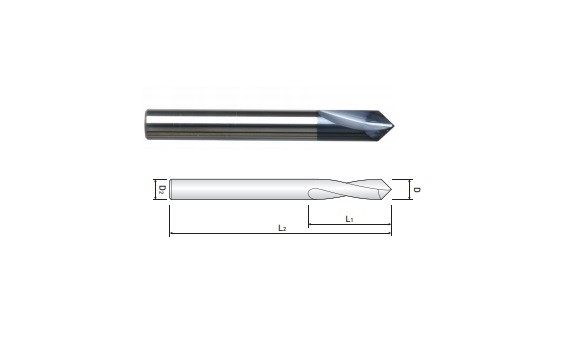 DAO PHAY VÁT MÉP 90
Giá: liên hệ
DAO PHAY VÁT MÉP 90
Giá: liên hệ
 Dao phay cầu sau nhiệt 2 me DB712 Widin
Giá: liên hệ
Dao phay cầu sau nhiệt 2 me DB712 Widin
Giá: liên hệ
 Chip Mitsubishi WNMG080408-MS VP15TF
65,000đ
Chip Mitsubishi WNMG080408-MS VP15TF
65,000đ  Chip phay APKT09T308R EM TT9080
1,090,000đ
Chip phay APKT09T308R EM TT9080
1,090,000đ  Chip tiện CCMT09T304 MT CT3000
60,000đ
Chip tiện CCMT09T304 MT CT3000
60,000đ  Chip tiện WNMG080408 FC TT8115
Giá: liên hệ
Chip tiện WNMG080408 FC TT8115
Giá: liên hệ
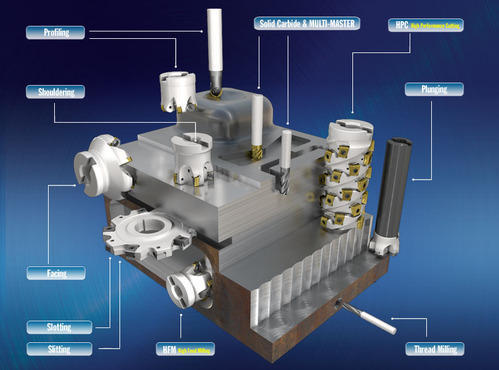
 Các dạng dụng cụ cắt gọt kim loại.
Các dạng dụng cụ cắt gọt kim loại.
 CÔNG THỨC TÍNH TOÁN CHẾ ĐỘ CẮT CHO PHAY VÀ TIỆN
CÔNG THỨC TÍNH TOÁN CHẾ ĐỘ CẮT CHO PHAY VÀ TIỆN
 Cách chọn lựa mũi dao phay phù hợp
Cách chọn lựa mũi dao phay phù hợp
 Sự Khác Biệt Lớp Phủ PVD và CVD.
Sự Khác Biệt Lớp Phủ PVD và CVD.
 Cách chọn dụng cụ cắt gọt kim loại hợp lý cho doanh nghiệp
Cách chọn dụng cụ cắt gọt kim loại hợp lý cho doanh nghiệp
 Dụng cụ cắt gọt kim loại là gì?
Dụng cụ cắt gọt kim loại là gì?
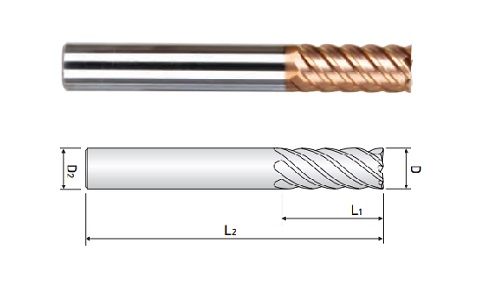
 Dao phay ngón me dài
Dao phay ngón me dài
 GRADES for APPLICATIONS and MATERIALS ISCAR
GRADES for APPLICATIONS and MATERIALS ISCAR
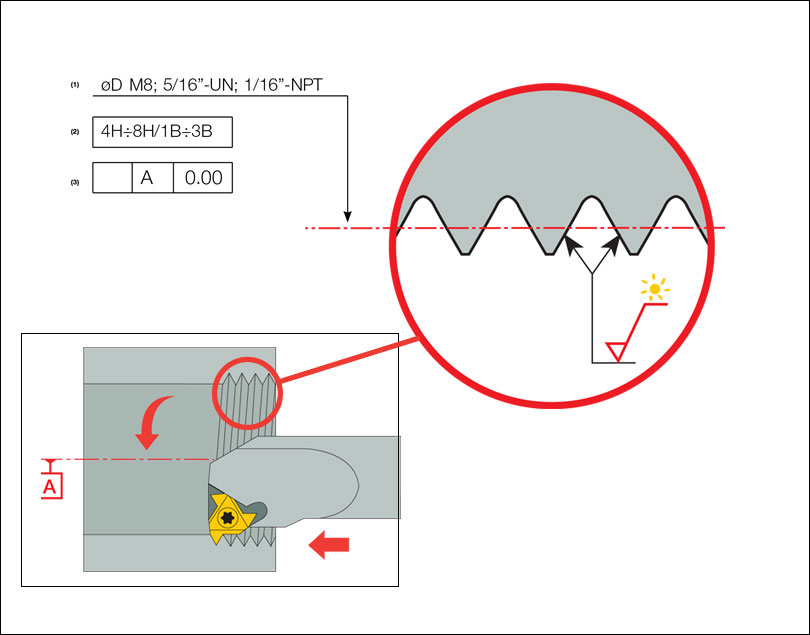 Tiện Ren Như thế nào cho phù hợp?
Tiện Ren Như thế nào cho phù hợp?
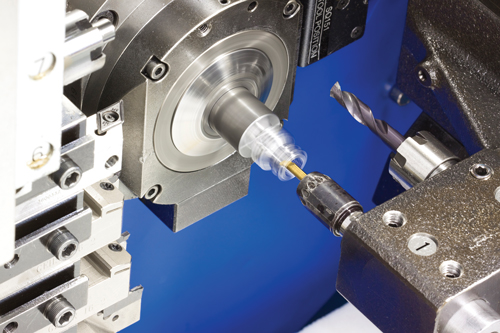
 Công thức tính chế độ cắt khi Khoan
Công thức tính chế độ cắt khi Khoan
 Cách tính chế độ cắt trên máy tiện
Cách tính chế độ cắt trên máy tiện
 Công thức tính chế độ cắt trên máy phay
Công thức tính chế độ cắt trên máy phay
 Thước Kẹp - Thước Cặp Cơ Khí
Thước Kẹp - Thước Cặp Cơ Khí
 Dao Phay ngón kiến thức bổ ích
Dao Phay ngón kiến thức bổ ích
 TIỆN CỨNG,TIỆN SAU NHIỆT LUYỆN
TIỆN CỨNG,TIỆN SAU NHIỆT LUYỆN
 TARO BỊ GẪY LÀM THẾ NÀO
TARO BỊ GẪY LÀM THẾ NÀO
 PHAY REN CÓ ƯU ĐIỂM GÌ?
PHAY REN CÓ ƯU ĐIỂM GÌ?
 TARO NÉN DÙNG NHƯ THẾ NÀO
TARO NÉN DÙNG NHƯ THẾ NÀO
 Kiến thức cơ bản về Taro cắt
Kiến thức cơ bản về Taro cắt
 Thanh tra nhiều dự án nạo vét cát thuộc Cục Đường thủy
Thanh tra nhiều dự án nạo vét cát thuộc Cục Đường thủy
 Đấu thầu để minh bạch dự án nạo vét đường thủy
Đấu thầu để minh bạch dự án nạo vét đường thủy
 Siết chặt quản lý hoạt động nạo vét luồng đường thủy nội địa kết hợp tận thu sản phẩm
Siết chặt quản lý hoạt động nạo vét luồng đường thủy nội địa kết hợp tận thu sản phẩm
 Giao thông vận tải cà kết cấu hạ tầng giao thông vận tải
Giao thông vận tải cà kết cấu hạ tầng giao thông vận tải
Số người đang online: 2
Online Counter
Các công nghệ phủ hiện tại có mặt trên thị trường Phủ Titanium Nitride (TiN): tăng độ cứng và nhiệt độ oxy hóa cao Phủ Titanium Carbo-Nitride (TiCN): thêm carbon để tăng độ cứng và bôi trơn bề mặt của lớp phủ Phủ Titanium Aluminum Nitride (TiAlN hoặc AlTiN): Độ bền bề mặt cao hơn, nâng cao tuổi thọ của dao. Phủ Chromium Nitride (CrN): có tính chất chống dính, chống lại hiện tượng lẹo dao. Phủ kim cương: cho hiệu suất gia công tốt nhất khi gia công vật liệu không chứa sắt
Các công nghệ phủ hiện tại có mặt trên thị trường Phủ Titanium Nitride (TiN): tăng độ cứng và nhiệt độ oxy hóa cao Phủ Titanium Carbo-Nitride (TiCN): thêm carbon để tăng độ cứng và bôi trơn bề mặt của lớp phủ Phủ Titanium Aluminum Nitride (TiAlN hoặc AlTiN): Độ bền bề mặt cao hơn, nâng cao tuổi thọ của dao. Phủ Chromium Nitride (CrN): có tính chất chống dính, chống lại hiện tượng lẹo dao. Phủ kim cương: cho hiệu suất gia công tốt nhất khi gia công vật liệu không chứa sắt
Các công nghệ phủ hiện tại có mặt trên thị trường
Phủ Titanium Nitride (TiN): tăng độ cứng và nhiệt độ oxy hóa cao
Phủ Titanium Carbo-Nitride (TiCN): thêm carbon để tăng độ cứng và bôi trơn bề mặt của lớp phủ
Phủ Titanium Aluminum Nitride (TiAlN hoặc AlTiN): Độ bền bề mặt cao hơn, nâng cao tuổi thọ của dao.
Phủ Chromium Nitride (CrN): có tính chất chống dính, chống lại hiện tượng lẹo dao.
Phủ kim cương: cho hiệu suất gia công tốt nhất khi gia công vật liệu không chứa sắt
Sự mòn dao và độ bền của dao
Mòn dao có thể được chia thành các dạng mài mòn sau:
– Mòn theo mặt sau
– Tróc
– Mòn theo mặt trước
– Cùn lưỡi cắt
– Mẻ lưỡi cắt
– Nứt lưỡi cắt
– Hỏng trầm trọng
Không có định nghĩa đơn lẻ nào được chấp nhận phổ biến về độ bền của dao. Độ bền cần được xác định liên quan đến vật liệu chi tiết gia công và quá trình cắt. Một cách xác định giới hạn cuối của độ bền của dao là đặt một giới hạn lên độ mòn mặt sau lớn nhất có thể chấp nhận được VB hoặc VBmax.
Về mặt toán học, độ bền của dao có thể được biểu diễn bởi phương trình sau đây. Hàm Taylor cho tuổi thọ trung bình của dao cung cấp một xấp xỉ tốt:
Vc
Tn = C
Dạng tổng quát hơn của phương trình này là
VcTn x Dxf y = C
Trong đó
– Vc = tốc độ cắt
– T = độ bền của dao
– D = chiều sâu cắt
– F = tốc độ chạy dao ( bước tiến dao )
– x và y được xác °° định bằng thực nghiệm
N và C là các hằng số được xác định bằng thực nghiệm hoặc từ các dữ liệu đã được công bố; chúng là các tính chất của vật liệu làm dao, chi tiết gia công và tốc độ chạy dao.
Từ khía cạnh gia công, để hạn chế dao mòn quá mức và chịu nhiệt độ cao, cần phải chú ý đến ba yếu tố chủ yếu là vật liệu nền, vật liệu phủ và việc chuẩn bị lưỡi cắt. Mỗi yếu tố chịu trách nhiệm cho sự thành công hay thất bại của việc cắt gọt kim loại. Ba yếu tố này, cùng với cơ cấu bẻ phoi trên dao và bán kính cong mũi dao, xác định sự thích hợp của mỗi dao cắt đối với chi tiết gia công hoặc ứng dụng thích hợp. Sự kết hợp cả ba yếu tố này bảo đảm cho dao có một độ bền cao, mà rốt cuộc sẽ chuyển thành hiệu quả kinh tế khi gia công và đạt được hiệu suất tin cậy.
Vật liệu nền
Các dao làm bằng các-bít Vônfram (tungsten carbide) bao gồm một sự kết hợp của độ cứng và độ dai, chúng được sử dụng cho nhiều ứng dụng cắt gọt khác nhau. Các nhà chế tạo dao cắt thậm chí có thể làm biến đổi vật liệu nền bằng cách làm thay đổi độ hạt của Vônfram với cỡ hạt từ 1 đến 5 micrômét. Độ hạt đóng vai trò hết sức quan trọng trong hiệu suất gia công. Độ hạt càng mịn (siêu hiển vi) thì tính chống mài mòn càng cao, và ngược lại, độ hạt càng lớn thì độ dẻo càng cao. Các chất nền có độ hạt mịn chủ yếu được sử dụng để làm các mảnh hợp kim để gia công các vật liệu ngành hàng không như titan, inconel và các hợp kim có độ bền cao.
Ngoài ra, việc thay đổi thành phần cô-ban từ 6 lên 12% có một ảnh hưởng trực tiếp lên vật liệu nền, làm cho độ dai của vật liệu nền tăng lên đáng kể. Vì thế, hàm lượng của hợp chất có thể được điều chỉnh để đáp ứng cho bất kỳ ứng dụng gia công kim loại cụ thể nào, bất kể chúng yêu cầu về độ dai hay tính chống mòn.
Chất lượng vật liệu nền có thể được cải thiện bằng cách làm giàu lớp cô-ban gần kề bề mặt ngoài hoặc bằng cách thêm một cách chọn lọc các loại nguyên tố hợp kim khác vào hợp chất các-bít vônfram, như các-bít titan (titanium carbide-TiC), các-bít vanadi (vanadium carbide – VC), Các-bít Niobi (niobium carbide – NbC). Lớp cô-ban gia tăng đáng kể độ bền lưỡi cắt và do đó thực hiện cực tốt các nguyên công gia công thô và gia công gián đoạn. Thêm vào đó, 5 tính chất khác của vật liệu nền – đó là độ dai, độ bền va đập, độ bền nén, độ cứng và tính chống sốc nhiệt – cần phải được tính đến khi lựa chọn vật liệu nền thích hợp để hợp với vật liệu chi tiết gia công và yêu cầu gia công cụ thể.
Các kỹ sư nghiên cứu và phát triển của ISCAR đã thay đổi hợp chất nền trong các mảnh hợp kim mới có tên SUMO TEC của họ để cải thiện hơn nữa hiệu suất. Các loại mảnh hợp kim cho gia công thép có đặc điểm là vật liệu nền có độ bền lớn hơn biến dạng dẻo, điều này làm giảm các nguồn gây nứt tế vi khác trong các lớp phủ mảnh hợp kim giòn. Một chất nền hoàn toàn mới để gia công gang mang lại những cải tiến tương tự cho ứng dụng đó.
Công nghệ phủ
Các công nghệ phủ hiện tại có mặt trên thị trường bao gồm:
– Phủ Titanium Nitride (TiN) — phủ PVD công dụng chung, lớp phủ này làm tăng độ cứng và nhiệt độ ô xy hóa cao.
– Phủ Titanium Carbo-Nitride (TiCN) — lượng các bon thêm vào góp phần tăng độ cứng và bôi trơn bề mặt của lớp phủ.
– Phủ Titanium Aluminum Nitride (TiAlN hoặc AlTiN) — bao gồm một lớp ôxýt nhôm giúp nâng cao tuổi thọ của dao cho các ứng dụng sinh nhiệt mạnh mẽ. Được sử dụng trong trường hợp đặc biệt khi áp dụng gia công khô hoặc gần khô. Dao có lớp phủ AlTiN có độ bền bề mặt cao hơn, so sánh với dao có lớp phủ TiAlN, nhờ vào biến thiên tỷ lệ phần trăm được sử dụng trong hợp chất nhôm/titan. Tùy chọn này rất phổ biến cho các ứng dụng gia công cao tốc.
– Phủ Chromium Nitride (CrN) — lớp phủ này có ưu điểm nhờ vào các tính chất chống dính của nó, nó là một giải pháp được ưa thích cho việc chống lại hiện tượng lẹo dao.
– Phủ kim cương — cho hiệu suất gia công tốt nhất khi gia công vật liệu không chứa sắt. Đặc biệt lý tưởng để gia công graphit, composit nền kim loại, nhôm có thành phần silicon cao và các loại vật liệu mài. Hoàn toàn không phù hợp cho gia công thép, vì các phản ứng hóa học làm phá hủy liên kết lớp phủ với chất nền.
Bằng cách phân tích các phát triển về phủ vật liệu trong những năm gần đây, sự tăng trưởng về nhu cầu thị trường có thể được phản ảnh bởi sự ưu ái các dụng cụ phủ PVD gây bất lợi cho dụng cụ phủ CVD. Bề dày của lớp phủ CVD thay đổi từ 5-15 ìm, so với phủ PVD thì chiều dày lớp phủ dao động trong khoảng 2 -6 ìm. Phủ CVD tạo ứng suất kéo khi được áp dụng trên bề mặt vật liệu nền, tương phản với phủ PVD dễ tạo ứng suất nén trên vật liệu nền. Mỗi nhân tố trong các nhân tố này có một ảnh hưởng to lớn lên lưỡi cắt và đặc biệt lên hiệu suất của dao khi gia công liên tục hoặc gián đoạn. Việc cho vào quá trình phủ các nguyên tố hợp kim mới cũng giúp cho việc liên kết các lớp phủ, cũng như cải thiện các tính chất phủ.
Gần đây ISCAR đã tuyên bố công khai công nghệ xử lý độc nhất vô nhị của họ có tên 3P SUMO TEC, công nghệ này cải thiện độ dai, độ trơn láng và tính chống mẻ của phủ PVD và CVD. Công nghệ SUMO TEC cũng làm giảm ma sát và vì thế cũng làm giảm tiêu hao năng lượng trong khi nâng cao tính chống lẹo dao.
Quá trình độc nhất vô nhị này làm giảm các vết nứt tế vi trên bề mặt mảnh hợp kim vì độ co khác nhau khi mảnh hợp kim nguội đi sau khi phủ CVD. Tương tự, quá trình này loại bỏ những giọt vật liệu không mong muốn trên bề mặt phủ sinh ra trong quá trình phủ PVD. Do đó kết quả cuối cùng là có được một bề mặt trơn láng hơn, từ đó mảnh hợp kim nguội hơn khi gia công, tuổi thọ dài hơn, quá trình thoát phoi dễ dàng hơn và quá trình cắt gọt nhanh hơn về cơ bản.
Một sự cách tân khác từ dao của ISCAR là công nghệ DO-TEC, một phát triển của công nghệ phủ kết hợp phủ PVD một lớp TIAIN trên lớp phủ MTCVD Al2O3. Sự kết hợp này mang lại nhiều lợi ích cho người tiêu dùng như đạt được tốc độ cắt từ trung bình đến cao khi gia công nhiều loại gang khác nhau, với tính chống mẻ dao cao và tính chống mòn cao.
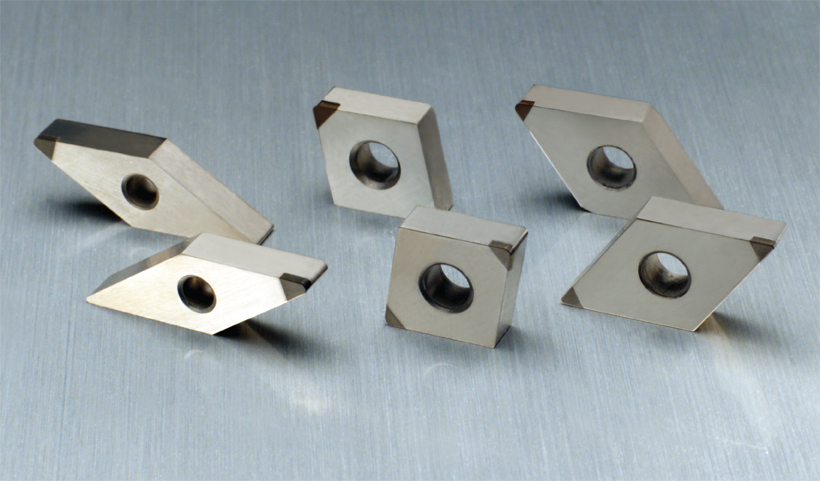
Một số mảnh hợp kim được phủ theo công nghệ mới
Chuẩn bị lưỡi cắt
Việc chuẩn bị lưỡi cắt (bo cạnh) trong nhiều trường hợp quyết định sự khác biệt giữa gia công thành công hay thất bại. Các thông số bo cạnh được quyết định tùy vào ứng dụng dự tính thực hiện. Ví dụ khi gia công tinh cao tốc thép yêu cầu một sự chuẩn bị lưỡi cắt hoàn toàn khác so với lưỡi cắt được sử dụng cho gia công thô.
Nói chung, khi tiện liên tục thì yêu cầu bo cạnh với bán kính đáng kể, cũng như khi phay hầu hết thép và gang. Đối với quá trình cắt gián đoạn khốc liệt, lưỡi cắt được bo với bán kính lớn hoặc vát mép lưỡi cắt (kiểu T-land) là một điều kiện tiên quyết.
Trái lại, đặc điểm bo cạnh bán kính bé và lưỡi cắt sắc được yêu cầu cho các mảnh hợp kim dùng để gia công thép không rỉ hoặc hợp kim có độ bền nhiệt cao, vì chúng có xu hướng tạo lẹo dao. Tương tự, lưỡi cắt sắc cũng được dùng cho gia công nhôm.
Về mặt hình dáng hình học, ISCAR có rất nhiều mảnh hợp kim sử dụng lưỡi cắt xoắn – biên dạng của lưỡi cắt là một đường cong xoắn trên một mặt trụ theo hướng đồng trục. Hướng xoắn tương tự như xoắn trôn ốc. Một trong những lợi ích của kiểu thiết kế xoắn ốc là quá trình cắt gọt diễn ra êm hơn, làm giảm rung động và tạo bề mặt đẹp hơn. Thêm vào đó, lưỡi cắt xoắn cho phép chịu tải lớn hơn khi cắt và vì thế cắt được một lượng vật liệu lớn hơn trong khi đó lại giảm được ứng suất. Một ưu điểm khác của lưỡi cắt xoắn là tuổi thọ của dao dài hơn, sở dĩ đạt được điều này là vì nhiệt và áp lực trên dao giảm.
(Nguồn maykhaccnc.com)